
Additive manufacturing of polymeric materials has a long history. During the 1980s and 1990s, stereolithography, fused deposition modeling, and selective laser sintering were initially developed based on the successful use of polymeric feedstocks. The physical properties of polymeric materials make them particularly suitable for various additive manufacturing technologies. For instance, polymeric materials can easily be converted from a solid to a liquid or paste by dissolution or low-temperature melting. Therefore, manufacturing techniques can fuse polymeric filaments or powders in a layer-by-layer buildup of parts. Additional methods can trigger the reverse phase transition back to a solid either by a change in temperature of the material or by evaporation of solvents.
Photopolymerization also can selectively cross-link polymeric materials to generate solid structures from a liquid bath, or, through localized spraying of a solvent, 3-D printing can bind particles by partial dissolution. Because of low surface tension and strong cohesive interaction, polymeric materials in the form of liquids, powders, or filaments easily can be consolidated to form a strong part in a layer-wise fashion using a variety of additive manufacturing processes. By modifying composition, molecular architecture, and molecular weight, properties of polymeric materials can be adapted perfectly to specific processing requirements of each additive manufacturing technology.
The particular attraction of preceramic polymers lies in the possibility of combining properties of a polymeric feedstock—very favorable for high-resolution additive buildup of parts—with the capability of transforming them into a ceramic. Preceramic polymers are a special class of inorganic polymers that can convert with a high yield into ceramic materials, or polymer-derived ceramics (PDCs), via high-temperature treatment in inert or oxidative atmospheres. The polymer-to-ceramic conversion occurs with gas release and shrinkage at 400°C–800°C.
The most frequently used preceramic polymers contain silicon atoms in the backbone (e.g., polysiloxanes, polysilazanes, and polycarbosilanes), yielding SiOC, SiCN, or SiC ceramics after pyrolysis. However, aluminum- and boron-containing polymers also are possible. In addition, preceramic polymers can be mixed with various fillers (either reactive or inert) to produce numerous advanced ceramic phases.1
This unique spectrum of characteristics has recently stimulated a variety of approaches for the use of preceramic polymers, either pure or mixed with fillers, as feedstocks in virtually all additive manufacturing technologies, both direct and indirect.2 Preceramic polymers can allow fabrication of high-resolution, high-performance, and complex ceramic parts with an ease not encountered when processing powder-based systems.
†XS = 100 µm; S = 1 mm; M = 10 mm; L = 0.1 m; and XL = 1 m.
When mixed with fillers, preceramic polymers can act simply as nonsacrificial binders, providing good green body strength and an interconnecting ceramic matrix upon pyrolysis, or they can react during high-temperature treatment to produce ceramic phases of a targeted composition. Table 1 lists additive manufacturing technologies that were tested successfully with preceramic polymers or could be used with them (see later), together with their main characteristics. Table 2 reports the availability, cost, and main physical state of various preceramic polymers.
Powder-bed-based technologies: 3-D printing and selective laser treatment
Powder-based indirect additive manufacturing technologies share the approach of depositing thin layers of powder one on top of the previous one, followed by selectively inscribing corresponding layer information with a laser (selective laser treatments include sintering, melting, or curing of powder) or by ink-jetting a liquid binder into powder (3-D printing). One major difference between powder-based additive manufacturing of a polymeric and a ceramic powder is that a polymeric powder is dissolved easily by solvents or melted by a laser, whereas a ceramic powder generally is bound by printing a binder and/or mixing the powder with additives. In addition, 3-D printing of a ceramic powder generates parts that are green bodies, which, therefore, require debinding and sintering steps to achieve the superior physicochemical properties of a ceramic material.
An intuitive approach for improving the properties of 3-D printed green bodies is postinfiltration of parts with a liquid preceramic polymer to fill the porosity between ceramic particles. This route can infiltrate 3-D-printed green bodies with liquid polysiloxane, which, afterward, can also be infiltrated with liquid silicon to generate SiSiC lattice structures3,4 or ceramic-matrix composite components.5
However, preceramic polymer powders also are used directly as raw material for additive manufacturing. In particular, high ceramic yield polysiloxane powders are available commercially at low cost and in large amounts. Such materials are used in a selective laser-curing additive manufacturing process with SiC powder as filler.6 The same material can also be 3-D-printed in complex-shaped structures, such as porous lattices, which are successively converted to a SiOC ceramic upon heat treatment in an inert atmosphere.
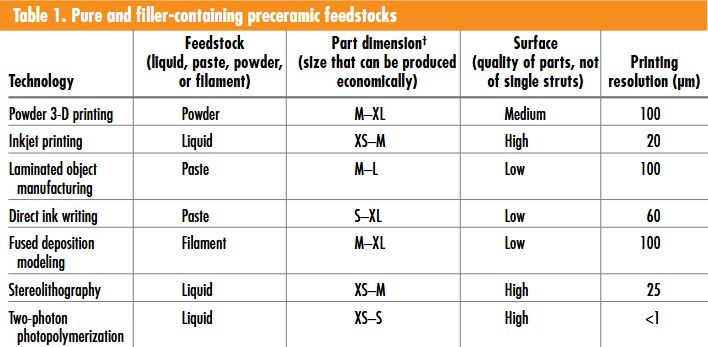
A major advantage of using a polymeric powder instead of a ceramic is that polymers are readily soluble in several common organic solvents. Therefore, a wide range of low-viscosity solvents are used as printing liquids. In the printing process, particle surfaces are dissolved by the jetted solvent and, after evaporation, strong connecting necks form between particles. This mechanism also enhances densification of the printed powder compared with that of the surrounding powder bed (the printed part has a relative density of 80%, whereas the powder bed has a relative density of 45%).7 For example, Figure 1 shows a 3-D-printed coffee cup produced from a siloxane powder pyrolyzed at 1,200°C.
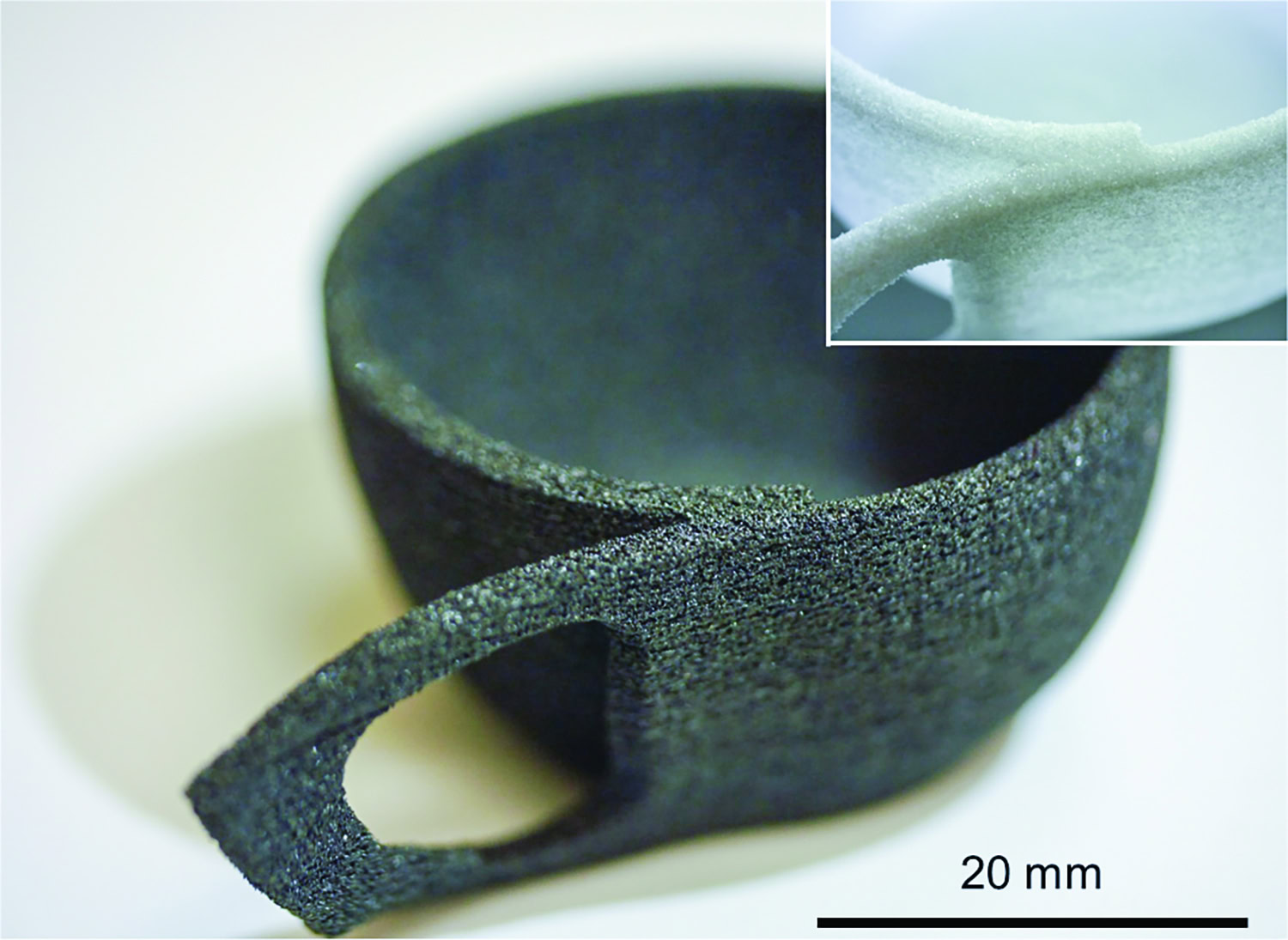
Figure 1. SiOC coffee cup pyrolyzed at 1,200°C. Inset shows detail of the as-printed object before pyrolysis. Credit: Jinghui Wang; BAM
3-D printing of a polysiloxane allows for further exploitation of its polymeric nature. For example, mixing a catalyst into the printing liquid enables cross-linking of the polymeric part in a successive heat treatment. Two dissimilar printing heads even can print some areas with catalyst and others without catalyst, resulting in a part that partially cross-links and partially melts—for example, a shell structure that melts and infiltrates its inner cross-linked core structure.8 Following this concept, the cross-linked structure provides geometric boundary conditions, whereas the material without cross-linker melts to a shape determined by self-organization through interplay of external forces (e.g., surface tension, viscous forces, and gravitation). Therefore, 3-D printing can shape a roughly precise geometry that does not require high resolution and that self-organizes into its final shape.
Siloxane resins can also be mixed with inert or reactive fillers for 3-D printing. When heat-treated in air, the polymer leaves a SiO2 residue that can react with inorganic fillers to provide the desired silicate ceramic phases. In addition, this approach can use either inert or reactive fillers to 3-D print apatite–wollastonite bioglass–ceramic scaffolds.9
Further work at The Federal Institute for Materials Research and Testing (BAM) (Berlin, Germany) also shows that it is possible to directly dissolve a siloxane in a printing solvent (such as isopropyl alcohol) and use it as a printing binder, which adds SiO2 to the final composition of the ceramic (data not yet published). BAM uses this approach to locally dope specific areas of the component with SiO2 or to establish compositional gradients.
Inkjet printing
Inkjet printing is a direct additive manufacturing technology that delivers droplets on a building platform. It is used to fabricate 3-D components, although with some limitations in overall 3-D architecture. Preceramic polymers, also loaded with SiC particles, can fabricate low-viscosity inks suitable for this additive manufacturing technology.10,11
Laminated object manufacturing
In laminated object manufacturing, a cross section of a manufactured object is defined on a sheet of material by cutting the contour with a knife or a laser, and the sheet then is stacked on top of previous ones. Preceramic polymers can function as nonsacrificial lamination aids to stack sheets produced by tape casting or other techniques.12,13 For instance, a preceramic paper can be infiltrated with polysiloxane and inert or reactive fillers to produce laminates.14 Laminated object manufacturing also can shape tape-cast sheets containing polysiloxanes, polysilanes, SiC, silicon, and catalysts. The main advantage of this approach is the ability to laminate tapes with no additional adhesive.15
Direct ink writing
Preceramic polymers also can be used in inks for direct ink writing technologies. An ink should fulfill some specific rheological requirements to enable fabrication of components with large overhangs and spanning features. Namely, ink should flow through the deposition nozzle at high shear stresses and then quickly set at low stress (i.e., once out from the nozzle) to achieve shape retention (e.g., no sagging of overhangs or spanning features).
The ink, therefore, should behave as a non-Newtonian fluid, displaying shear thinning behavior with a yield stress. This behavior can be achieved with chemical additives that form a reversible gel—such as poly(ethylene glycol), carboxymethyl cellulose, or poly(acrylic acid)—or particles that form suitable reversible aggregates—such as fumed silica, Laponite (BYK Additives & Instruments, Wesel, Germany), or other clays. In some cases, rapid evaporation of the liquid in which the solid part of the ink is dispersed or dissolved is enough to increase viscosity of the printed filament and limit deformation after exiting the nozzle.16 Nozzle diameter controls printing resolution (commonly 60 µm–2 mm), and printer heads can be based on a syringe or an extruder, the latter allowing use of inks with a wider range of viscosity values and better control of fluid mixing and delivery.
Pure preceramic polymers with cross-linked particles of the same siloxane resin can be added to adjust rheology of the ink,17 whereas introducing various fillers can modify the composition, phase assemblage, and properties of resulting structures. In particular, bioceramic scaffolds are obtained by mixing oxide precursors (e.g., carbonates or hydroxides) or oxide particles with a silicone resin and firing in air to fabricate single-phase18 or multiphase19 ceramic components with suitable properties for bone tissue engineering applications. Use of preceramic polymer in the formulation thus helps control ink rheology and develops the desired crystalline phases—silica produced during firing reacts in air with the oxide particles present. Decomposition of fillers also creates secondary porosity in the struts, which is beneficial for cell adhesion and for infiltration with additional materials, such as growth factor or biopolymers.
Further, adding glass particles with the same oxide composition as the silicone-based ink and crystallizing into the same phases (wollastonite and diopside) increases the strength of scaffolds because of viscous flow of glass, which helps obtain denser and defect-free struts.19 Addition of other types of fillers—such as graphene oxide, which spontaneously converts to graphene during pyrolysis—also enables functional properties, such as electrical conductivity, to printed parts.17
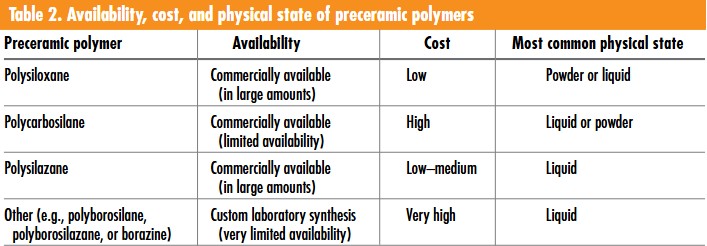
Ceramic-matrix composite structures also can be produced from a silicone resin by adding short carbon fibers with a diameter of 7.5 µm and an average length of ~100 µm. The shear stress generated by extrusion leads to very good alignment of fibers along the main axis of printed filaments. Further, adding SiC powder to the formulation can reduce formation of cracks in the ceramic matrix perpendicular to fibers because of constrained shrinkage during pyrolysis.20 Figure 2 shows examples of a bioceramic and ceramic-matrix composite scaffold.
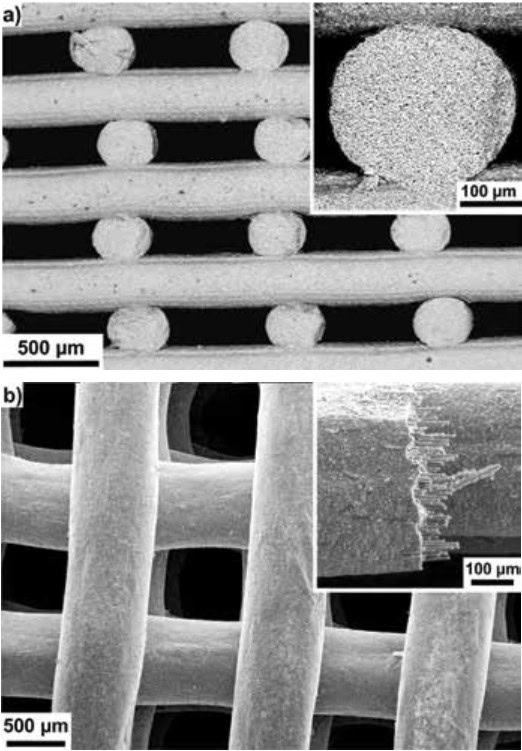
Figure 2. (a) Hadystonite (Ca2ZnSi2O7) bioceramic scaffold. Inset shows microporosity in a strut. (b) SiOC ceramic-matrix composite scaffold. Inset shows carbon fiber pullout. Credit: Colombo et al.
Fused deposition modeling
Fused deposition modeling is based on the possibility of melting a polymer filament and taking advantage of increased viscosity during cooling to obtain solid structures capable of retaining a given shape. Therefore, it seems natural to consider this the most appropriate technique for direct additive manufacturing of preceramic polymers. However, we find no such scientific reports published so far, despite the ever expanding range of commercially available polymeric filaments.
One reason probably is related to the fact that solid preceramic polymers, with a melting temperature of ~70°C–90°C (for polysiloxanes) to ~230°C–250°C (for polycarbosilanes), have a glass transition temperature well above room temperature (>50°C). Therefore, filaments made from these materials are rigid and cannot be made into a spool that could easily be fed to the printing head. Experiments conducted at the
University of Padova (Padova, Italy) demonstrate that addition of plastifying agents allows fabrication of preceramic filaments, also loaded with calcium carbonate particles. Researchers there apply these agents to print bioceramic components using fused deposition modeling (data not yet published). However, much more study of suitable additives is needed before they are able to obtain an appropriate and stable preceramic feedstock to use with this additive manufacturing technology.
Stereolithography, digital light processing, and two-photon stereolithography
These indirect additive manufacturing techniques convert a liquid photocurable polymeric resin to a solid in a layer-by-layer fashion. However, stereolithography aims a laser beam across the print area, whereas digital light processing uses a digital projector screen to flash a single image of each layer across the entire platform at once. Therefore, the two technologies have differences in printing time, resolution, and surface quality. Often, support structures need to be added and later removed when fabricating components with complex architectures.
From a materials point of view, preceramic polymers need to be liquid or dissolvable in low-volatility solvents and possess photocurable moieties in a sufficient amount to provide adequate curing. In any case, subsequent thermal treatment or additional exposure to radiation can increase the density of cross-links. Very few photocurable preceramic polymers are commercially available, and existing ones have a very limited ceramic yield. Also, a suitable photoactive initiator (to rapidly activate the cross-linking reaction) and absorber (to limit the penetration depth of light and, thereby, control resolution along the z-axis) need to be added to the preceramic polymer.
There are three potential approaches.
- The first option is chemical modification of commercially available, high-ceramic-yield preceramic polymers by grafting photocurable moieties (e.g., acrylic or vinyl groups). For instance, (trimethoxysilyl)propylmethacrylate is reacted with a silicone resin, taking advantage of its Si-OH reactive groups21 and resulting in a preceramic polymer that can be shaped into complex structures with very good surface quality and a sufficiently high ceramic yield.
- The second option is physical blending of a high-ceramic-yield preceramic polymer with a photocurable polymer, which typically has very limited ceramic yield because of its molecular architecture and composition. The challenge in this case is to find the correct type and combination of polymers and solvent to enable fabrication of the component and to retain shape during pyrolysis. This is a very versatile approach that allows for manipulation of the ceramic yield and pyrolysis shrinkage in a wide range of values.22
- The third option is to build up a preceramic polymeric structure via copolymerization, starting from monomeric/low-molecular-weight photocurable precursors. For instance, (mercaptopropyl)methylsiloxane mixed with vinylmethoxysiloxane yields low-density SiOC components with high strength and excellent stability at high temperatures in air.23
Two-photon photopolymerization in conjunction with photosensitive preceramic polymers enables fabrication of 3-D structures with a resolution of a few hundred nanometers or better. However, the difficulty of detaching components from the build platform makes it challenging to obtain self-standing components and so far has limited the pyrolysis temperature to 600°C. Introduction of nanopowders reduces distortions generated by the resulting constrained shrinkage during pyrolysis,24 but a low-shrinkage preceramic polymer has been used with success.25
In all cases, addition of inert or reactive powders to the preceramic polymer solutions can produce ceramics of various compositions and properties, on the condition that they interfere in a well-controlled manner with propagation of light into the liquid preceramic, depending on their amount, size, and optical characteristics. Figure 3 shows examples of a complex, highly porous diamond structure produced at various length scales by stereolithography and two-photon photopolymerization.
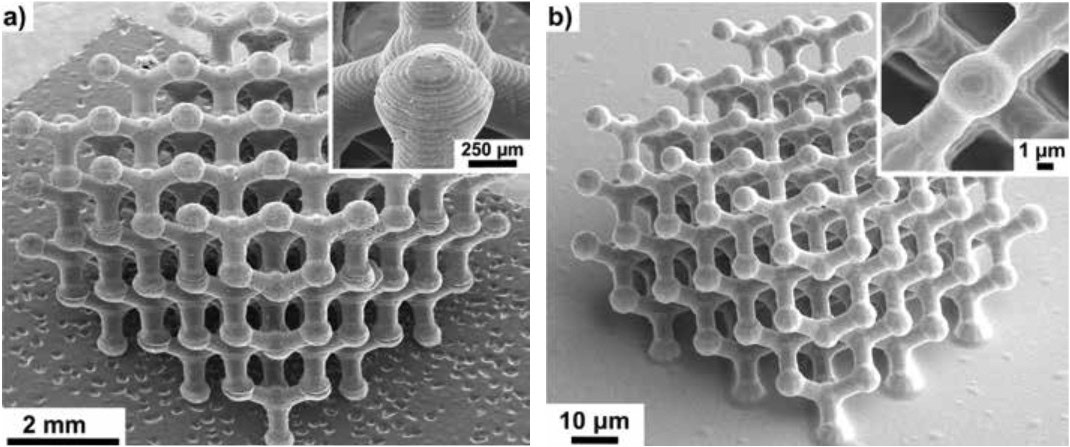
Figure 3. (a) SiOC diamond structure produced by stereolithography (printing step in z direction = 50 μm) pyrolyzed at 1,000°C. (b) Same unpyrolyzed structure produced by two-photon polymerization (in collaboration with L. Brigo and G. Brusatin, University of Padova). Credit: Colombo et al.
Advanced additive manufacturing with preceramic polymers
The research discussed above demonstrates that preceramic polymers offer the potential to produce relatively easily ceramic components in a wide range of compositions using a variety of additive manufacturing technologies. However, when discussing additive manufacturing in combination with preceramic polymers, we should consider that they provide convenient technical solutions and process improvements and also enable new advanced manufacturing strategies capable of overcoming some of the problems that are intrinsic to additive manufacturing in general.
In additive manufacturing, addition of incremental portions of material build up a 3-D object. The method adds material layer by layer, followed by local consolidation, as filaments, individual droplets, particles, etc. Successively smaller incremental portions of the material yield higher volumetric resolution of the building process. On the other hand, smaller portions increase time of the build-up process. Therefore, a high volumetric definition generally reduces rapidity of the buildup. Apart from volumetric resolution and process speed, material properties are an additional major concern in additive manufacturing. To fulfill these criteria, we need to further improve additive manufacturing technologies or devise new technologies, with parallel intensive R&D activities for the development of appropriate feedstocks.
Intrinsically, additive manufacturing can realize a minimum feature size with appreciable resolution. Self-organization processes can help increase process speed and obtain a precise definition of the outer contour of parts. Artifacts, such as kinks or steps, from the material deposition process can be smoothed out. However, using this strategy, we can also build entire structural elements with almost ultimate high precision even without a high-resolution additive manufacturing process, which favors build-up speed. Figure 4 shows an example of a core–shell lattice structure produced by 3-D printing of a siloxane powder, which was then heated to low temperature and allowed to self-organize into its final geometry.
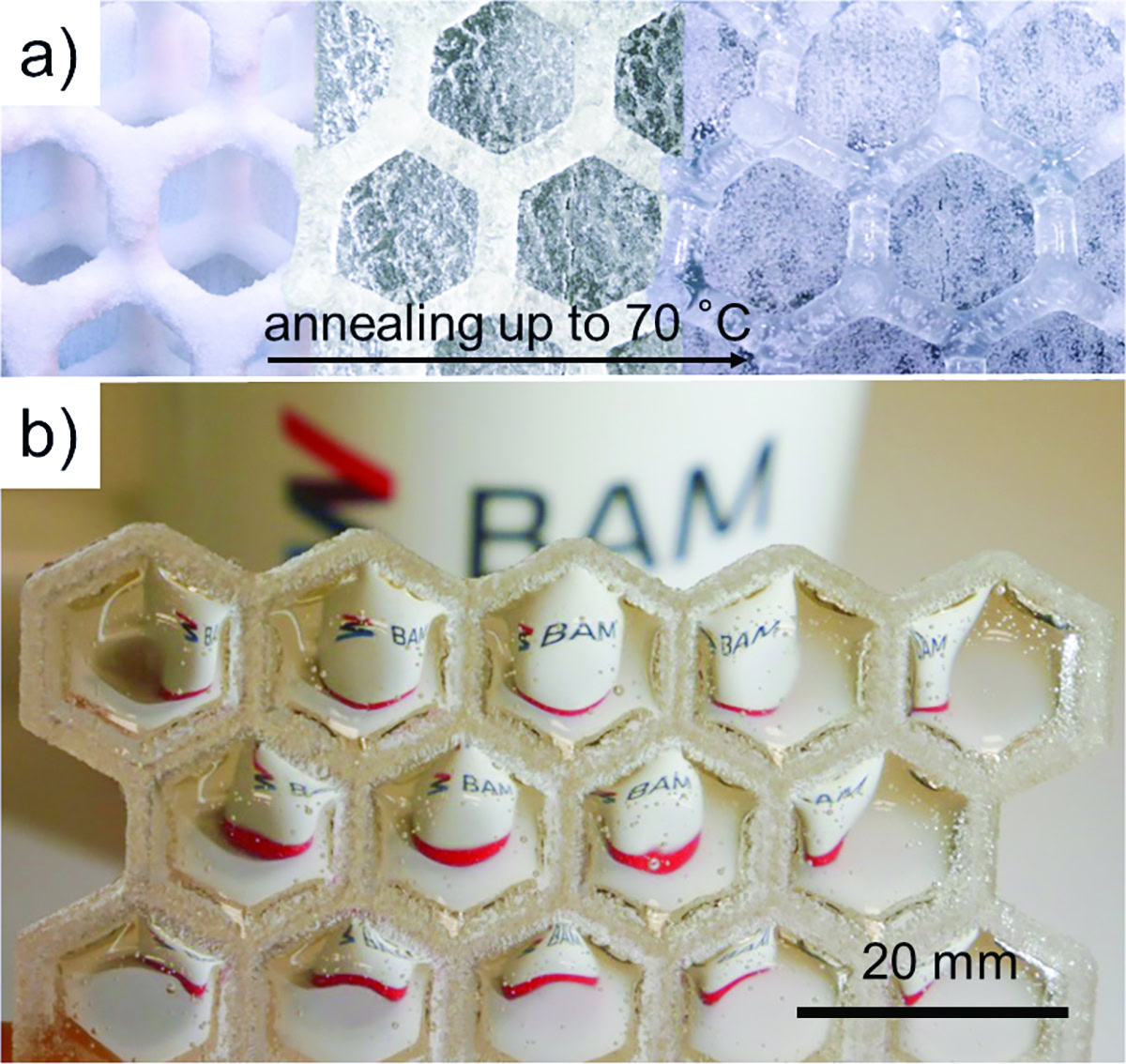
Figure 4. (a) (From left) As-printed core–shell lattice structure produced by 3-D printing of a siloxane powder, which was heated to 70°C and let to self-organize into its final geometry. (b) 3-D printed honeycomb structure made of the same material. The honeycomb filling self-organized to concave lenslike structures with perfectly smooth surfaces. Credit: Jinchun Chi; BAM
Moreover, we can exploit large shrinkage (up to 70% linear, depending on molecular architecture and ceramic yield of the polymer) during the polymer-to-ceramic conversion to achieve higher resolution with respect to the particular additive manufacturing process. Further, the possibility of strongly diluting the preceramic polymer in suitable solvents could enable extrusion (direct ink writing) through small capillaries (diameter <50 µm) to produce very fine ceramic structures.
Finally, development of unique ceramic phases (such as SiOC or SiCN) containing graphenelike carbon nanoscale inclusions also may provide the possibility of manufacturing components with functional properties useful in various engineering applications. Further, addition of fibers to a preceramic polymer feedstock could enable manufacturing of composite ceramic components with enhanced mechanical characteristics.
Capsule summary
The materials
Manufacturers can use preceramic polymers to produce ceramic components in a range of compositions using a variety of additive manufacturing technologies. Preceramic polymers even can overcome some of the problems that are intrinsic to additive manufacturing in general.
The application
Modifying the composition, molecular architecture, and molecular weight of preceramic polymers allows adaptation of these materials to specific processing requirements of individual additive manufacturing technologies.
The opportunity
Further development of new additive manufacturing technologies, in addition to improvement of existing technologies, will enable manufacturing of advanced ceramic components with enhanced mechanical characteristics and new functional properties.


Related Articles

Market Insights
Engineered ceramics support the past, present, and future of aerospace ambitions
Engineered ceramics play key roles in aerospace applications, from structural components to protective coatings that can withstand the high-temperature, reactive environments. Perhaps the earliest success of ceramics in aerospace applications was the use of yttria-stabilized zirconia (YSZ) as thermal barrier coatings (TBCs) on nickel-based superalloys for turbine engine applications. These…

Market Insights
Aerospace ceramics: Global markets to 2029
The global market for aerospace ceramics was valued at $5.3 billion in 2023 and is expected to grow at a compound annual growth rate (CAGR) of 8.0% to reach $8.2 billion by the end of 2029. According to the International Energy Agency, the aviation industry was responsible for 2.5% of…

Market Insights
Innovations in access and technology secure clean water around the world
Food, water, and shelter—the basic necessities of life—are scarce for millions of people around the world. Yet even when these resources are technically obtainable, they may not be available in a format that supports healthy living. Approximately 115 million people worldwide depend on untreated surface water for their daily needs,…