
Advanced materials have played a key role in improving turbine engine performance ever since the advent of the first turbojets in the 1940s.1 Nickel-based superalloys are the primary high-temperature structural material used within turbines, and the advancements in metals technology are well-documented by Schafrik and Sprague.2
Gas turbine aero engines employ the Brayton cycle in their operation. A critical parameter for high thermal efficiency is a high overall pressure ratio, which in turn drives high turbine flowpath temperatures. Turbine inlet flowpath temperatures are generally higher than the thermal limits of the component materials. Therefore, air from the compressor cools the components by a combination of internal and external flowpath cooling. However, minimizing the required cooling flow increases the overall efficiency of the cycle. Hence the need for developing and maturing advanced material technologies with improved high-temperature capability, such as ceramic matrix composites (CMCs).
Overall, the introduction of CMCs enables a fuel burn reduction up to two percent—few other technologies in today’s pipeline have this much capability for fuel burn reduction. Additionally, the material density of CMCs is one-third that of today’s nickel-based alloys, enabling over 50 percent reduction in the turbine component weight.
General Electric’s CMC development and maturation activities have been on-going for more than 30 years, and the business has invested more than $1.5 billion in the last decade on the technology. Early development and investment was supported by the United States Department of Energy, Department of Defense, and NASA.
GE Aviation has invested significantly in development of CMC material and process technologies, as well as manufacturing scale-up and supply chain. This investment has enabled commercial introduction of CMC high-pressure turbine shrouds in the LEAP engine (see Figure 1a).

Figure 1a. CMC high-pressure turbine shrouds. Figure 1b. Schematic drawing shows use of CMC components in jet engine. Credit: GE Aviation
Certified by the Federal Aviation Authority and European Aviation Safety Agency (EASA) in May of 2016, the CMC shrouds have already surpassed four million hours of flight time in commercial LEAP engines flying on Airbus, Boeing, and COMAC aircraft. GE Aviation currently is developing the largest aircraft engine in the world—the GE9X—which has five CMC parts throughout the engine hot section (Figure 1b). These parts include one combustor inner liner and one outer liner, as well as HPT Stage 1 shrouds and nozzles, plus HPT Stage 2 nozzles. The GE9X enters service on the Boeing 777X in 2020. CMCs also are being incorporated into the architectures of advanced military engines to enable increased thrust and reduced specific fuel consumption in future platforms.
Material system capabilities
GE has developed a prepreg/melt infiltration (MI) process that has unique capabilities for fabrication of SiC/SiC CMC turbine engine components with small, complex features. The molten silicon infiltration process produces a highly dense matrix, and the prepreg process enables a relatively uniform distribution of individually coated fiber filaments. This unique microstructure (shown in Figure 2) leads to superior mechanical properties, including the material durability required for turbine engine components.
Figure 2. Microstructure of GE’s SiC/SiC CMC material fabricated with a prepreg/melt infiltration process. Credit: GE Aviation
The SiC/SiC material system consists of a 500-filament stoichiometric SiC fiber tow (Hi-Nicalon Type S) produced by NGS, a joint venture between Nippon Carbon (Tokyo, Japan), GE Aviation (Evendale, Ohio) and Safran (Paris, France). The SiC fiber undergoes two coating steps to apply thin coatings on each filament in the tow bundle using chemical vapor deposition (CVD) processes. As shown in Figure 3, the coated fiber is then drum-wound to create a unidirectional tape material.

Figure 3. Prepreg/melt infiltration process flowchart for fabricating SiC/SiC CMC components. The final step after component fabrication is to apply an environmental barrier coating. Credit: GE Aviation
The tape is subsequently cut into shapes and stacked in tooling to create the finished part geometry after consolidation in an autoclave (Figure 4). Two high-temperature furnace operations follow. First is a pyrolysis step to remove any remaining organics, and the second step involves molten silicon infiltration to convert residual carbon to silicon carbide. The densified composite preform is then ready for machining to finalize the geometry, and inspection to ensure conformance of the dimensions and material requirements. X-ray computed tomography (CT), ultrasound (UT) and infrared thermography (IR) are the leading modalities when it comes to SiC-SiC CMC inspection. Application of an environmental barrier coating (EBC) is the final step to protect the CMC material from high-temperature water vapor. The manufacturing process, scaled-up to full production rates at GE Aviation, takes less than 30 days to convert SiC fiber to a finished part of any geometry.

Figure 4. Ply shapes being removed from a tape immediately after ply cutting operation has been completed. Asheville, N.C. Credit: GE Aviation
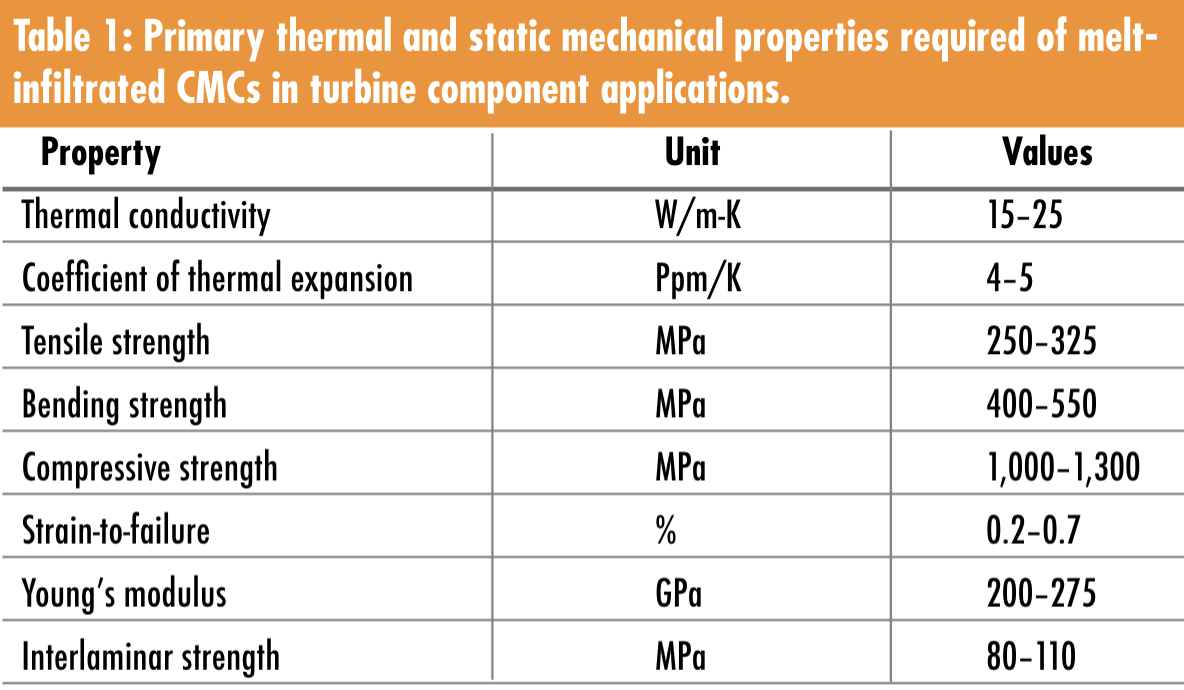
Table 1 summarizes the primary thermal and static mechanical properties considered for turbine component applications. The MI SiC/SiC properties represent a range of average values for temperatures between 1,500˚F and 2,400˚F. In general, the mechanical properties are relatively high, with the compressive strength about four times greater than the tensile strength, achieving values that exceed 1,000 MPa. The in-plane mechanical properties have been characterized extensively to understand the cyclic durability as statistically-derived design allowables have been established for over 100 different material curves. Also, the high interlaminar strengths (exceeding 100 MPa) observed in GE’s MI CMC are a key to its use in more complex turbine airfoils.
Building the blueprint to CMC industrialization
GE Aviation is taking CMCs from the laboratory to full-rate production by establishing the first vertically integrated CMC supply chain in the U.S. By the end of 2020, GE estimates it will have about 750 employees producing up to 20 tons of CMC prepreg, 10 tons of SiC fiber, and over 50,000 CMC turbine engine components per year.
The business created an industrialization strategy for CMCs that aligns the appropriate equipment, facilities, and resources for each stage of technology maturity. The basic or fundamental research occurs at GE’s Global Research Center (GRC) in Niskayuna, N.Y., where pioneering work in CMCs was performed in the 1980s, and continues with recent technical innovations.

Figure 5. Unidirectional tape manufacturing. Huntsville, Ala. Credit: GE Aviation
Beyond GRC, GE’s CMC supply chain includes four unique facilities:
- A CMC fastworks laboratory at the Evendale, Ohio, headquarters to quickly evaluate the viability of CMC design changes and manufacturing process improvements.
- A low-rate production facility in Newark, Del., for both CMC raw material and components to demonstrate concept production readiness and employ lean manufacturing practices.
- A full-rate production facility in Huntsville, Ala., for raw material. The facility will begin producing SiC fiber and unidirectional tape in 2019 (Figure 5).
- A full-rate production facility in Asheville, N.C., producing CMC parts for jet engines (Figure 6).

Figure 6. A full-rate production facility in Asheville, N.C. Credit: GE Aviation
In addition to the NGS joint venture, GE Aviation’s supply chain also includes Advanced Ceramic Coatings (a joint venture between GE Aviation and Turbocoating Corp. in Hickory, N.C.), which manufactures EBC’s at GE’s new facility in Duncan, S.C.
GE expects CMC part production to grow ten-fold over the next decade. GE Aviation’s fast and flexible vertical supply chain will allow the capability of manufacturing from fiber to finished CMC engine part for a wide range of component types. This versatility is enabled by understanding and modeling of each major process step, as well as establishing specifications and control plans for key characteristics.
GE’s progressive expansion of CMC production capability for additional engine components includes HPT nozzles, shrouds, and combustor liners for the GE9x engine. The current manufacturing readiness capability for the 9x components is at MRL 8 (pilot production demonstrated and ready for low-rate production). Plans are to achieve full-rate production this year.
GE Aviation has matured the prepreg/MI manufacturing process to MRL 10 (full-rate production) for HPT turbine shrouds. This year alone, GE expects to ship more than 1,800 CFM* LEAP engines. GE Aviation Asheville, which shipped around 23,000 LEAP HPT Stage 1 shrouds in 2018, plans to ship another 36,000 shrouds this year.
Asheville’s CMC site has doubled its employee base every year since opening in 2014, growing to more than 300 employees currently. The team converts the SiC fiber-reinforced tape to a manufactured part using the component fabrication steps outlined in Figure 3. The incoming unidirectional tape currently comes from the Newark, Del., plant.
GE is investing more than $200 million in its two-plant Huntsville site, with $21.9 million in supporting funding from the U.S. Air Force Research Laboratory under the Defense Production Act Title III Program. Construction of the two plants began in mid-2016 and finished recently. GE Aviation Huntsville, 130 employees strong and growing, is currently commissioning equipment in anticipation of production start-up in 2019. The Alabama facility will dramatically increase U.S. capability to produce SiC ceramic fiber for high-temperature applications. The fibers will also be converted into tape in the adjacent ceramic processing factory prior to shipment to Asheville.
GE Aviation adopted Big Data principles and collects thousands of data points to link each of these CMC facilities at every stage of the manufacturing process. The scope of digitization also includes tracking product performance in customer applications. The CMC team has a real-time view through automation tools to enable maximizing product management throughout its lifecycle. These automation tools have driven productivity, cost, part delivery, and evolution of science understanding, resulting in increased part yields essential as GE Aviation and CFM anticipate near-record levels of engine demand.
Capsule summary
Hotter, lighter engines
To burn less fuel, aircraft engines must operate at higher temperatures and contribute less weight than nickel-base superalloys. Ceramic matrix composites of SiC/SiC can take the heat and cut component weight by half.
CMCs have the right stuff
GE has invested more than $1.5 billion to develop SiC/SiC ceramic matrix composite materials, components, and manufacturing processes.
Blue skies ahead
Through joint ventures and development of a vertically integrated supply chain, GE Aviation has launched high-rate CMC production.

Related Articles

Market Insights
Engineered ceramics support the past, present, and future of aerospace ambitions
Engineered ceramics play key roles in aerospace applications, from structural components to protective coatings that can withstand the high-temperature, reactive environments. Perhaps the earliest success of ceramics in aerospace applications was the use of yttria-stabilized zirconia (YSZ) as thermal barrier coatings (TBCs) on nickel-based superalloys for turbine engine applications. These…

Market Insights
Aerospace ceramics: Global markets to 2029
The global market for aerospace ceramics was valued at $5.3 billion in 2023 and is expected to grow at a compound annual growth rate (CAGR) of 8.0% to reach $8.2 billion by the end of 2029. According to the International Energy Agency, the aviation industry was responsible for 2.5% of…

Market Insights
Innovations in access and technology secure clean water around the world
Food, water, and shelter—the basic necessities of life—are scarce for millions of people around the world. Yet even when these resources are technically obtainable, they may not be available in a format that supports healthy living. Approximately 115 million people worldwide depend on untreated surface water for their daily needs,…