
Ancient Mesopotamian and Egyptian cultures made the first glass containers from melted strands of glass wrapped around clay cores. Around 3,500 years ago, these artisans produced small vessels to hold ointments and cosmetics, which can now be seen in museum collections.1
Nearly 2,000 years ago, artisans invented glassblowing. Using air pressure from a blowpipe, glassblowers could form bottles without an internal clay form. They even used molds and tools to decorate the outside surface of bottles. Glassblowing allowed containers to be functional for preserving foods and liquids.
The aesthetics of glass containers developed over many centuries, largely in Europe. In the 13th to 16th centuries, Murano, Italy, became the center of glass technology, with artisans improving the clarity of glass (cristallo) and developing new decorative skills. These containers were symbols of prestige, wealth, and the value of their contents.1
Hand blowing, typically with a manually operated mold, was the only method to produce glass containers into the turn of the 20th century. At this time, a shop of six men could produce about 2,000–3,000 bottles a day at a cost of $1.80 per gross (in 1900 currency, not adjusted for inflation). While the Industrial Revolution saw a wave of automation in manufacturing, the complex and manual steps required to blow glass into a bottle eluded mechanization.
Michael Owens, a self-trained engineer working for Libbey Glass, took on this challenge. With his trademark phrase—“It can be done”—he drove a team of engineers to create the first automated, commercial machine to make glass bottles.
The first bottle-making machine could produce nearly 10 times as many bottles in one day as a shop of six men. This was a breakthrough for the scale and economics of making glass bottles, reducing the price of bottles by an order of magnitude. This price reduction enabled glass to expand the use of containers from special, high-value items (e.g., whiskey flasks, drugs, and vials) into everyday products, such as beer, milk, soda, and food.2
The ability to provide food and beverages in clear, sealed, stable, and low-cost packages, combined with the 1906 Pure Food and Drug Act (which banned adulterated or mislabeled food, drugs, and other consumables and spurred creation of the United States Food and Drug Administration), significantly improved food safety. Companies such as Coca-Cola and Heinz began to put their products in glass containers featuring unique shapes that remain iconic to this day.
Today, glass remains a timeless substance that provides food and beverage brands with beauty, durability, prestige, and sustainability. A single modern production line can make up to 600,000 bottles per day, with one factory containing 2–15 production lines.
Owens-Illinois Inc. (O-I), founded by Michael Owens, is the world’s largest manufacturer of glass packaging, producing approximately 12 million tonnes of glass per year. O-I operates 78 plants in 23 countries, which its glass containers can be traced back to from markings stamped in the glass (Figure 1).
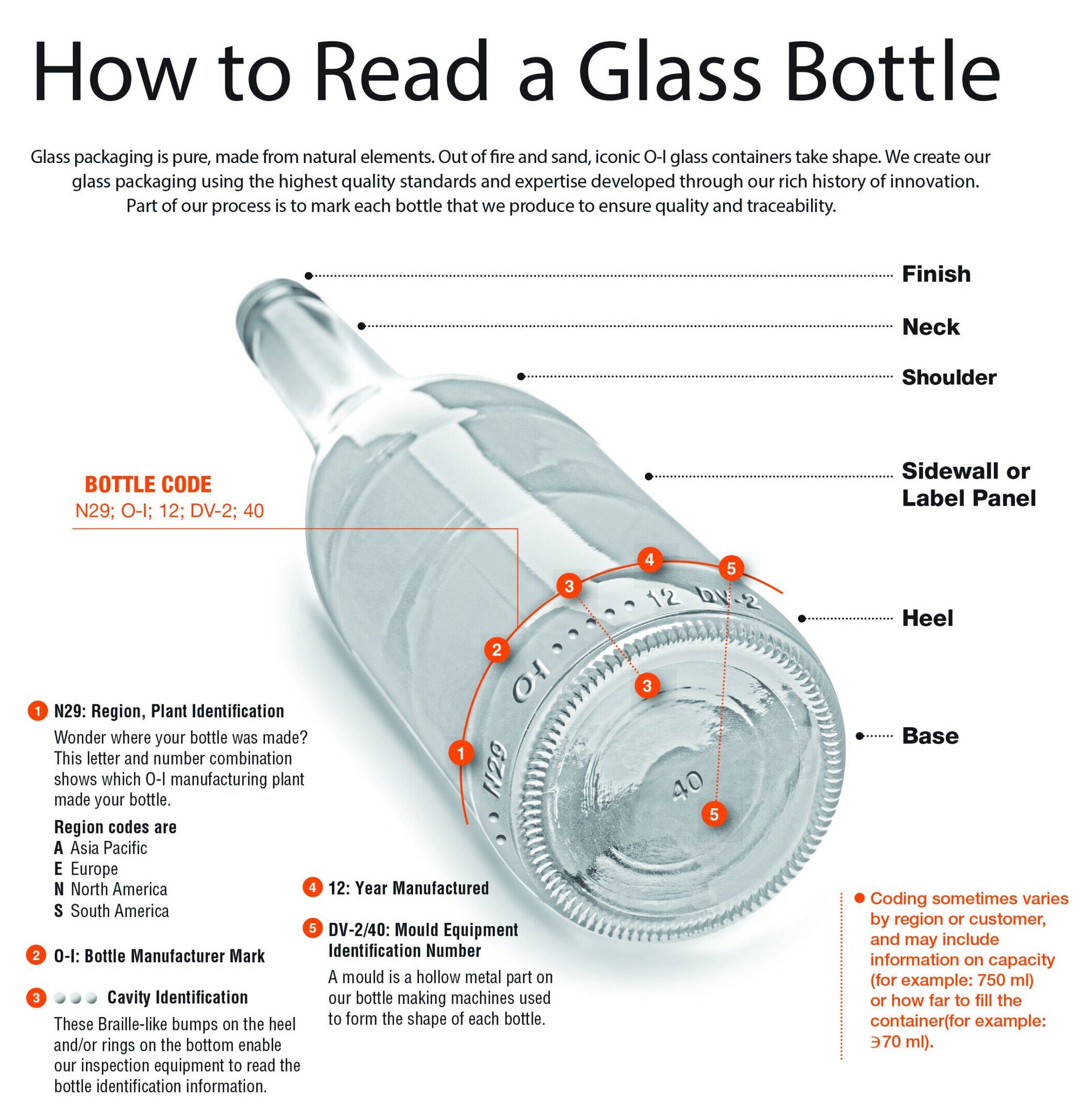
Figure 1. Diagram of a glass container, showing markings that allow the bottle to be traced to the manufacturer, plant, year, mold, and cavity where it was manufactured. Credit: Used with permission of Owens-Illinois
As an example of scale, the Industria Vidriera de Coahuila plant located in Nava, Mexico (a joint venture between O-I and Constellation Brands), produces Corona and Modello bottles exclusively for the U.S. market. This year, it will become the largest glass container factory in the world with the completion of its fifth furnace—melting about 2,000 tonnes of glass per day, which equates to daily production of up to 9.8 million bottles.
Modern glass manufacturing
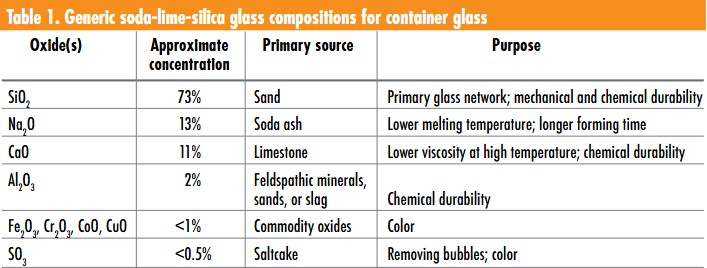
The composition of glass for consumer packaging has changed surprisingly little in the 110 years since the breakthrough of the automated forming machine. Container glass has a similar formula to window glass within the soda-lime-silica family (Table 1).
Soda-lime-silica strikes a balance in availability of materials, cost, durability, and ease of manufacture. The most notable difference in container glass composition over the last several decades is that formulas now contain less sodium oxide to match the faster speeds of current bottle-making machines.
The focus in container manufacturing today is to prepare a soda-lime-silica glass formula with minimal impact to the environment and at a competitive price. Glass is unique from other packaging materials in that the major raw materials used for glass, such as sand and limestone (Table 1), are widely available throughout the globe and require minimal processing from the mine.
This is in contrast to plastic and aluminum, which are extracted from the earth as petroleum or bauxite ore in certain geographies, transported to processing facilities, significantly refined to prepare a pure feedstock, and later shaped into packaging by secondary processors. Because the raw materials for glass are so ubiquitous, glass can be converted from mined minerals into a container within the same factory.
Utilizing cullet, or post-consumer recycled bottles, is a major focus for industrial glassmaking. The recyclability of glass is one of its most unique and beneficial characteristics from a sustainability perspective.
Cullet is desirable because its use lowers melting temperature, reducing energy use (up to a maximum of about 25 percent versus mined materials). Cullet also reduces CO2 emissions due to the lower melting energy and because it contains no carbonates (versus limestone or soda ash).
Cullet is 100 percent recoverable upon remelting, with no degradation of properties. Further, the high melting temperature burns off small amounts of organic contaminants, such as labels and residual food. For these reasons, the glass container industry generally seeks to use as much quality recycled cullet as the market will bear (Figure 2).

Figure 2. Example of post-consumer cullet that has been color-sorted into flint and is ready for reuse in a glass container furnace. Credit: Used with permission of Owens-Illinois
In 2018, O-I used an average of 37 percent post-consumer recycled glass globally. The amount of cullet used varies widely based upon color and production site. In Europe, as much as 80 percent of the glass in a container comes from post-consumer material, whereas rates are lower in the Americas. This is driven by local recycling practices, which are shaped by consumer habits, governmental regulations, and logistics to handle and clean materials in the recycling stream.
A recent review of glass recycling in the U.S. stressed the importance of consumer collection methods on the likelihood of glass being remelted and made into another bottle.3 In the U.S., if glass is separated from other materials at the point of collection, it has a 90 percent chance of being recycled into glass. However, if glass is recycled in a single stream with other materials such as paper and metal, only 40 percent is converted back into glass.
Composition and color
Commercial glass must meet dozens of quality requirements that are continually monitored. The glass must be homogeneous, free of bubbles, have no inclusions, and be within a specified color range. The container must have the correct weight, volume, and shape and be free of cracks or other flaws.
For this reason, metals and ceramics cannot be present in cullet and must be removed during the cleaning process. Metals such as copper or aluminum also melt at glass melting temperatures and form metallic droplets in the glass. These droplets sink to the bottom of the melt, corroding the furnace’s refractory and producing bubbles in the glass.
Ceramics such as pottery, porcelain, and glass-ceramic cookware (such as Visionware®) also must be eliminated from the cullet stream because they do not melt in soda-lime-silica glass furnaces and pass through as crystalline inclusions in the final product. Paper and other organics in the cullet must be measured and tracked because they can change a key property called “redox.”
Redox—the balance of oxidation/reduction states of transition metals in the glass—is an essential factor to control glass chemistry at an industrial scale. Glasses that are “oxidized” have a higher concentration of oxygen than glasses that are “reduced.”
Compounds that release oxygen upon heating, most commonly Na2SO4 or CaSO4, oxidize the glass. Carbon or other compounds that strip oxygen from the surrounding atmosphere and glass melt reduce the glass. Redox is fundamental for two key quality parameters: removing bubbles and achieving the proper color.4
Sodium and calcium sulfates are used to remove bubbles from molten glass, a process called fining and refining. These compounds yield either SO32- in oxidized glasses or S2- in reduced glasses.
As glass moves through a furnace, the temperature increases toward a maximum temperature of about 1,500°C (2,732°F). Above temperatures of about 1,200°C (2,192°F), sulfur becomes less soluble and exsolves out of the glass into any remaining bubbles, which become larger and more buoyant, eventually rising and being released from the molten glass.
Oxidizing and reducing conditions must be controlled to make different colors of glass.6 For example, flint (clear) emerald green (e.g., bright green beer bottles), and Georgia green are oxidized colors. Reduced colors include amber (brown) and earthy greens such as champagne used for wine products (Figure 3). Within a given color, such as amber, the darkness of the color can be controlled with both redox and glass composition. The transition metals present in the glass, their concentration, and oxidation state, are essential in establishing the perceived glass color.
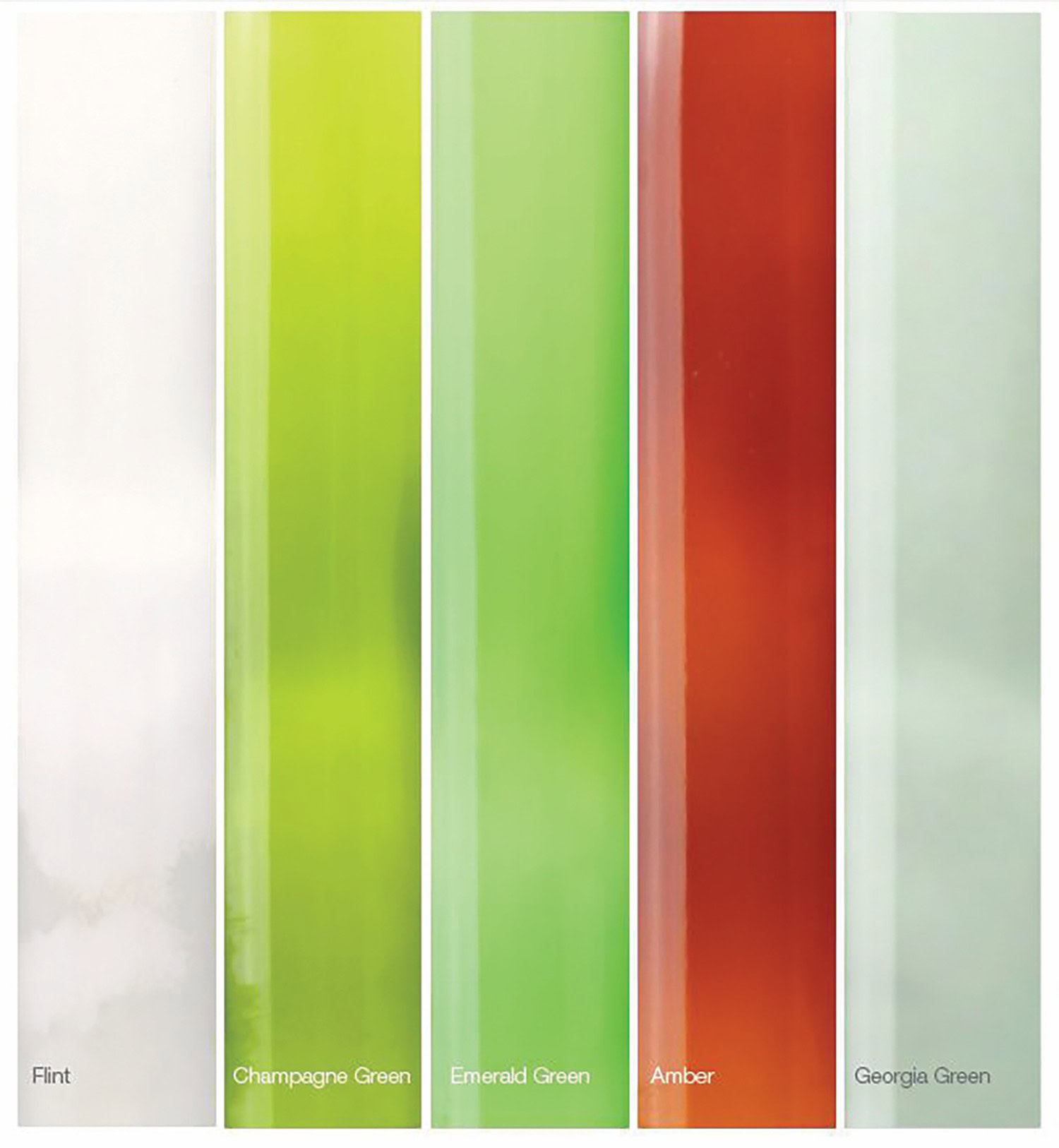
Figure 3. A selection of typical commercial glass colors. Many additional colors are also possible and controlled by composition and redox. Credit: Used with permission of Owens-Illinois
In particular, the role of iron in glass color cannot be understated. Iron can be present in either the oxidized ferric (Fe3+) state, which has a straw yellow color, or the reduced ferrous (Fe2+) state, which has a light blue color. Both oxidation states are typically present, which is why most clear glass has a slight green tint when viewed from the side. For very clear glass, such as that used for high-end spirits, the total iron content should be as low as possible.
In amber glass, sulfur needs to be in the reduced state. The interaction of S2- with Fe3+ in the glass produces a chromophore that strongly absorbs ultraviolet, violet, and blue light—producing a reddish-brown color. Blocking these wavelengths of light is advantageous for many food and beverage products, such as beer, which have flavor compounds that break down when exposed to these wavelengths of light.
While flint glass is typically perceived to have no color, this property is carefully managed by glass scientists using redox and color mixing. Iron and chrome are common impurities in raw materials and cullet and introduce a green hue to the glass. For premium products such as liquor bottles, the cullet used must be carefully cleaned to remove pieces of amber glass (which contributes Fe2O3 impurities ) and green glass (which contributes Cr2O3).
Low-iron raw materials are often used to further reduce impurity levels. It is preferable to have any remaining iron in the oxidized, ferric state because it is a weaker colorant in the visible wavelength range. To balance the slight yellow/green color of these impurities, red colorants are added at a parts per million level. The result is a glass that has a “neutral” perceptible color.7
Glass furnace
The furnace is the engine of the glass factory (Figure 3). The furnace melts raw materials and cullet into homogenous molten glass that can later be molded into various shapes. Glass melting is a continuous process, and furnaces generally remain in operation and at high temperature during their entire lifetime.
Industrial container glass furnaces typically range in production capacities from 180–500 tonnes per day, with a melting area of 60–120 m2 (650–1,300 ft2). These furnaces typically feed several lines of forming machines, each line able to make a different container shape. Glass furnaces operate at temperatures above 1,500°C (2,732°F). At these temperatures, molten glass is extremely corrosive and necessitates the use of fused cast alumina-zirconia-silica (AZS) refractory blocks in the furnace.
Variables that affect melting operations include batch mixing, raw material particle size, use of cullet, fining additives, and size and shape of raw material piles and cullet that float on the surface of molten glass.
Some furnaces are “boosted” with electrodes inserted into the molten glass. The purpose of these electrodes is to locally heat the glass and establish a convection current within the molten glass that provides longer residence time and proper mixing. Usually the average residence time in a furnace is around 24 hours.
A key process parameter in the furnace is depth (or level) of glass in the tank. Molten glass is typically about 1.4-m (4.6-ft) deep and controlled to a fixed level within millimeters. The reason for this precision is to ensure glass entering the forming process is consistent.
Glass depth impacts the head pressure downstream, where the molten glass passes through a ceramic plate with holes. The glass stream is then cut into discrete pieces called gobs before entering the forming machine.
Fluctuation in molten glass level produces fluctuation in container weight, which needs to be controlled within a tight range to produce an accurate shape. For example, a narrow-neck 12-oz/355-mL beer bottle is controlled to within +/– 1 gram. Automated process control adjusts feeding of raw materials into the furnace based on sensors that continually measure glass level.
The gob of glass then enters the forming machine, which performs two functions. First, it puts the glass in the correct geometry to make a container. Second, it acts as a heat exchanger to cool and stiffen the glass. Timing and tolerances within this process are tightly controlled. In approximately 5 seconds, the forming machine converts that flowing gob of glass, which has a viscosity of about 103 Pa∙s, into a container stiff enough to stand up on its own with a viscosity of about 107 Pa∙s. During this short time, the glass cools by about 500°C (930°F).8,9
The forming process happens in two major stages. The first step is to shape a preform called a parison, either by pressing or blowing glass into a mold called a blank. The mouth or opening of the container (also called the finish) is created in this first step.
The parison is then inverted into the blow mold, where compressed air expands the glass into its final shape. Depending on the size of the container and specific process, up to four gobs can be processed within the same cycle of the forming machine (Figure 4). The dramatic change in temperature and viscosity requires precise timing of the forming process.
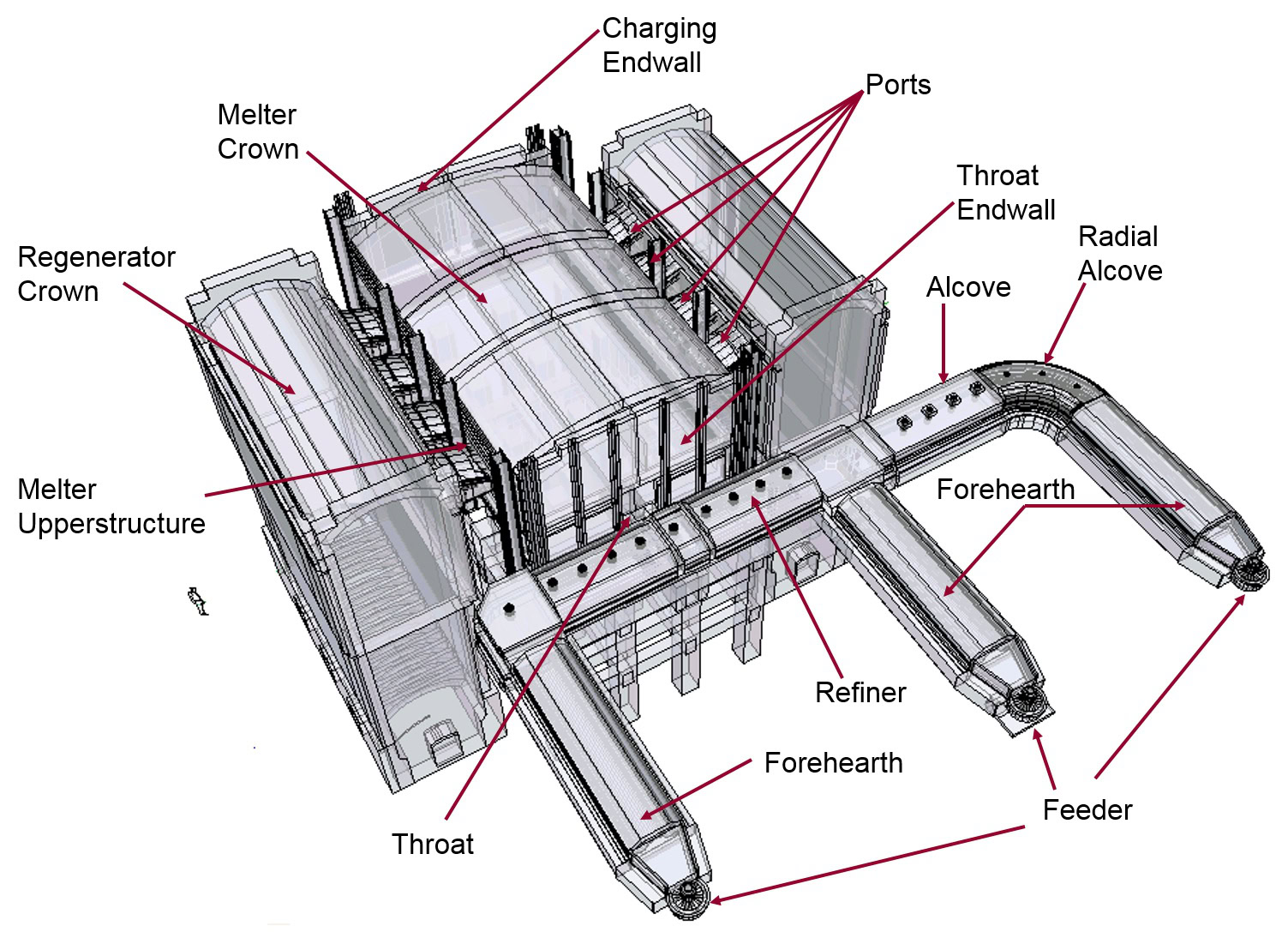
Figure 4. Schematic of a side-port, regenerative furnace. In this design, raw material and cullet enter in the rear, and combustion of air and natural gas takes place from left or right sides (alternating every 20–30 minutes). Note the person at left as a reference for scale. Credit: Used with permission of Owens-Illinois
Forming machine developments in the past several decades have focused largely on operator safety, quality, productivity, and container lightweighting. For example, the narrow-neck press and blow-forming process widely implemented in the latter part of the last century provided precision that allowed one-way containers to become lighter weight and thin-walled.8
The speed of bottle production is closely tied to weight of the glassware. Smaller containers, such as baby food jars, are produced several times faster than larger shapes, such as wine bottles. The difference is due to the forming machine’s role as a heat exchanger. Larger masses of hot glass introduce more heat, which must be removed by cooling through contact with the cooled mold. For this reason, lightweight, thin-walled containers are advantageous because they can be produced faster.
Advances in technology
For glass packaging to be functional, it must meet very specific design tolerances. Mold equipment is designed using computer-aided design (CAD) tools and specified to within a few microns (thousandths of an inch) to ensure that the glass container has even wall thickness, that caps and lids fit properly, and that beverages fill to the same level within the vessel. For example, the internal volume of a 12-oz/355-mL beer bottle typically varies by no more than 0.05 oz/1.5 mL (or about 25 drops of liquid).
Computer modelling is used to design new containers and molds. Finite element analysis is used to evaluate bottle designs to optimize weight of containers, predict how they will bear weight while sitting on a pallet, and predict stresses they will experience once filled with a carbonated product. A lighter weight bottle can save shipping costs and emissions.
Computer modeling is also used to evaluate new furnace designs. For example, computational fluid dynamics is used to ensure that glass will flow properly through the melter without “shortcuts” that would cause unmelted sand or bubbles to pass downstream into the forming process.
Glass container production has been automated for more than a century. Throughout the decades, incremental improvements have increased productivity of the glass factory, optimized speed and weight of making bottles, extended life of refractories, and gained a better understanding of how to melt and refine glass.
Today’s challenge is to consistently deliver glass with consumer appeal in the most environmentally friendly way possible. Cullet, which is fully recyclable and infinitely reusable, is key to increasing the sustainability of container glass. Balancing the chemistry between cullet and mined raw materials is a continual focus for industrial glass scientists.
Capsule summary
Ideal and inert
Not only have glass containers improved food safety, but they also provide food and beverage brands with prestige and recognition. Glass containers are an often-overlooked piece of technology—so what actually goes into the modern manufacturing of glass containers?
Carefully crafted
Although glass containers’ soda-lime-silica composition has changed little in the past century, commercial container glass must meet dozens of continually monitored quality requirements and specific design tolerances to be functional. Today’s challenge is to consistently deliver glass with consumer appeal in the most environmentally friendly way possible.
Manufacturing marvel
Despite glass’s material properties, glass container manufacturing itself is constantly developing. From the integration of cullet to increase sustainability, the complexities of how glass composition impacts color, the engineering of modern glass furnaces, to recent computational advances in glassmaking technology, glass containers are more high-tech than you might expect.
Innovation at our core
In addition to playing a leading role in the development of modern-day glass manufacturing, O-I is setting the course for future innovations. In 2013, O-I built the Innovation Center, a 25 tonne/day pilot plant in Perrysburg, Ohio.
This state-of-the-art pilot production facility provides several unique advantages. First, it serves as a training ground for safe manufacturing operations. Second, it allows faster evaluation and sampling of new container designs for customers. And third, it enables testing of new glass processing concepts at a pilot scale without interrupting commercial production.
The Innovation Center has been used to evaluate new equipment, bottle designs, raw materials, and glass recipes. Two case studies illustrate how a focus on innovation led to unique new glass container products that help brands stand out in the marketplace.
Case study: Yogurt jars with direct-to-glass foil seal
Glass packaging has a unique ability to differentiate products from the competition on the store shelf. Yogurt is one example of a competitive, crowded market. When O-I was approached by Yoplait to make a new, cost-effective, and environmentally friendly yogurt container out of glass, there were several challenges—the biggest of which was how to effectively seal a glass jar.
A peel-off foil lid is familiar to consumers of single-serving yogurt. But a peel-off foil lid on a glass container requires understanding how to make a reliable seal between the glass and foil—a very different challenge than for plastic containers. The surface of glass presents different chemical species that, untreated, are difficult to adhere to.
This necessitated development of a proper glass pretreatment and foil layer combination to form an adequate bond to the glass.10 O-I’s Innovation Center was the testbed for glass scientists and packaging engineers to optimize glass surface treatments. These treatment processes were then scaled-up and replicated into production plants to produce glass jars for Yoplait, which can be found in supermarkets in the U.S. and Europe today (Figure 5).

Figure 5. Parisons entering the final blow mold of a forming machine. This is a quad machine, meaning that four bottles (from four gobs) are simultaneously made in one section of the machine. Credit: Used with permission of Owens-Illinois
Case study: Red glass bottles
One recent example of new color development is red glass for commercial containers. Historically, alchemists were fascinated by red glass as a way to create false rubies. In glass science, a brilliant red color can be developed by a heat treatment process known as “striking.”11
During this process, when glass is heated above its transition temperature, electrons transfer between transition metals to produce colloidal metal nanoparticles in the glassy matrix. Glass containing metal colloids scatters incident light at a sharp, well-defined wavelength to produce a pure, ruby red color.
Laboratory melting was sufficient to define the range of compositions that could create a brilliant red color. The next challenge was to translate that formula to full-scale, conventional glass melting and manufacturing processes. The Innovation Center allowed O-I to focus efforts to optimize the formulation and heat treatment profile to produce a vibrant red glass.
A key scale-up factor from lab to pilot plant is the relationship between thermal history and geometry of the glass. In the lab, it is common to melt glass and pour it into forms 10–20 mm thick. But when glass is molded into a bottle shape, it is 1–3 mm thick. The thermal history of glass can be significantly driven by thickness of its form (faster cooling rates when the glass is thin). If thermal history is important in ceramic processing, it is essential for glasses that develop color via striking.

Figure 6. Foil-sealed glass Yoplait yogurt jars (above) and a 12-oz commercial red glass bottle (below). Both products were piloted in O-I’s Innovation Center prior to commercial launch. Credit: Used with permission of Owens-Illinois

Credit: Used with permission of Owens-Illinois
Within weeks, the Innovation Center optimized formulation and heat treatment profiles to obtain the right size and number of colloids to create a beautiful, ruby red bottle (Figure 5). In 2016, the process was transferred to one of O-I’s plants in Brazil to commercialize and fulfill a need for innovation from a large beverage brand. The production plant then fine-tuned glass process parameters to quickly yield stable red glass, without putting valuable production assets at risk during experimentation.

Related Articles

Market Insights
Engineered ceramics support the past, present, and future of aerospace ambitions
Engineered ceramics play key roles in aerospace applications, from structural components to protective coatings that can withstand the high-temperature, reactive environments. Perhaps the earliest success of ceramics in aerospace applications was the use of yttria-stabilized zirconia (YSZ) as thermal barrier coatings (TBCs) on nickel-based superalloys for turbine engine applications. These…

Market Insights
Aerospace ceramics: Global markets to 2029
The global market for aerospace ceramics was valued at $5.3 billion in 2023 and is expected to grow at a compound annual growth rate (CAGR) of 8.0% to reach $8.2 billion by the end of 2029. According to the International Energy Agency, the aviation industry was responsible for 2.5% of…

Market Insights
Innovations in access and technology secure clean water around the world
Food, water, and shelter—the basic necessities of life—are scarce for millions of people around the world. Yet even when these resources are technically obtainable, they may not be available in a format that supports healthy living. Approximately 115 million people worldwide depend on untreated surface water for their daily needs,…