
The company Free Form Fibers (FFF), located in Saratoga Springs, New York, has spent 15 years perfecting the process of fiber growth using laser-driven chemical vapor deposition (LCVD), with particular expertise and understanding in fabricating silicon carbide fibers.
The integral development at FFF in transitioning LCVD from a laboratory-scale technique to a scalable manufacturing process was the parallelization of the input laser into hundreds of parallel beams, allowing for simultaneous fabrication of many fibers. This patented opto-mechanical design unlocked the potential for the LCVD technology to positively impact a range of material-focused markets, including semiconductors, jet engines, power turbines, hypersonics, ceramic windows, nuclear cladding, armor material, and lightweighting of polymer matrix composites for the aircraft and aerospace industry.
What is LCVD?
The fundamental basis of LCVD entails a laser directed at a substrate located in a reaction chamber that also contains a planned mixture of precursor gases. The focused laser beam induces a heterogeneous chemical reaction amongst the precursors, leading to a solid deposit forming on the substrate. As solid material deposits, the laser or the substrate can be pulled away to continuously form the fiber format. Similarly, solid coatings can be formed on the fiber surface using the same LCVD concept in subsequent stages, creating layers of uniform thickness. In this manner, LCVD can be viewed as the only gas-to-solid additive manufacturing-based approach to high-value material fabrication.
LCVD technology is part of a family of chemical vapor deposition (CVD) based processes that differ primarily in the energy delivery approach used to drive the gas phase reaction. The most well-known example is hot wall CVD, employed in microelectronics chip fabrication, in which the entire volume of a large chamber is uniformly heated to drive deposition of precisely controlled layers on a substrate positioned in the chamber. Similarly, a number of related techniques use various energy sources, such as microwaves, heat lamps, ultraviolet radiation, and plasma enhancement of the hot wall approach, to achieve different deposition aims. Most of these microelectronics-focused methods yield deposition rates that range from tens to several hundreds of microns thickness per hour.1,2
In contrast to these techniques, LCVD uses a focused laser beam with a spot size on the order of 20 microns to deliver the energy required for gas decomposition. The resulting temperature gradient is on the order of 105 K/m, whereas CVD is essentially isothermic.3 This temperature gradient drives fiber deposition rates that can range from 30 to 300 microns per second, with rates in the millimeter/second range for some material systems such as carbon.
Because of the CVD “DNA” that is central to LCVD, the range of materials that can be fabricated in fiber format is broad, based on 70+ years of precursor development for the semiconductor industry, which required delivery of specific chemical elements to the functional layers needed for chip operation. This delivery method provides an essential difference from polymer precursor-based approaches to fiber fabrication, which are limited to polymer chemistries that can be developed to successfully yield the targeted final composition.
LCVD fiber composition is tailored through the selection of gas precursors and only those desired elements are incorporated. Polymer-derived fibers contain unreacted or partially reacted contaminant species, in addition to the possible inclusion of metal catalysts in some fiber products to drive the polymer conversion process, that negatively impact the ultimate temperature capability. Precision control of the fiber composition also allows LCVD to produce complex chemistries that are essentially impossible using the polymer-based route. Similarly, precision control of the fiber diameter offers a flexibility of production not available in spinneret-based production.
As stated previously, a significant technical advance made by FFF in scaling LCVD is the parallelization of the input laser beam (Figure 1), which allows for multiple fibers to be grown simultaneously. Fibers are self-seeded. The pull rate of the substrate matches the deposition rate of material onto the formed fiber. Because material builds from the bottom up, LCVD is analogous to additive manufacturing (AM), but the main difference is the capability of LCVD to produce solid material directly from the gas phase. Also similar to AM, through its efforts to recycle the gas precursors and access maximum utilization of these raw material feedstocks, FFF aims to achieve a waste-less process with any produced by-product gases capable of being employed in other applications, such as redirecting extra hydrogen generated from the production of silicon carbide products for use in the H2-based transportation sector.
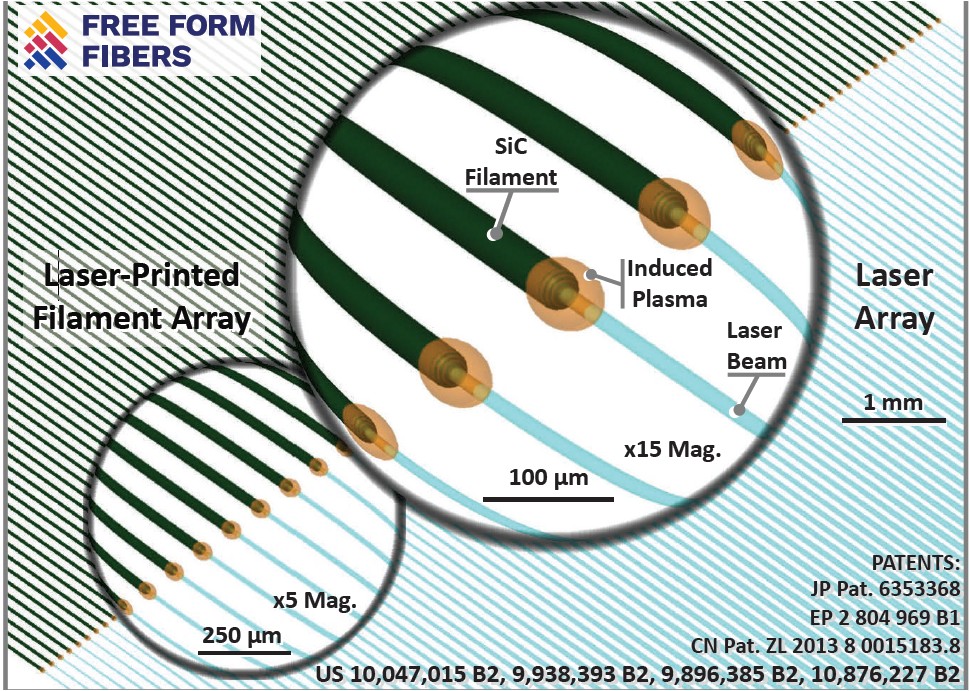
Figure 1. Schematic of the laser-driven chemical vapor deposition process. Credit: Free Form Fibers
Advantages of LCVD
LCVD technology stands in significant contrast to the chemical conversion processing that was patented in the late 1970s, known as the Yajima method,4,5 and developed into commercial SiC fiber products by Nippon Carbon and Ube. The use of polymer-based polycarbosilanes as a precursor unlocked the promise of a high-temperature nonoxide composite material system, leading to various SiC fiber reinforcement products; however, there are material limitations inherent in batch chemical mixing and forming and the subsequent thermal processing of green fibers. A broad array of advantageous features and properties arise from LCVD-based fabrication of fibers.
The most fundamental characteristic, particularly evident in SiC fibers, is the presence of a gradient microstructure across the fiber radius. The center reveals elongated grains in the direction of the fiber axis, on the order of 50 nm long and 10 nm wide. At the mid-radial point, the grains are nominally 5 nm and equiaxed, transitioning to amorphous at the fiber edge. This feature stands in contrast to the homogeneous, invariant microstructure found in the polymer precursor-based SiC fibers.
The impact of this inhomogeneous distribution is hypothesized to drive the tensile and creep behavior found in the LP30-SC material. For other materials, understanding and control of the LCVD process parameters can yield variations in the fabricated microstructure. For example, boron fiber has been produced in both amorphous and nanocrystalline states by using different precursor gases.
Another critical capability of the LCVD technology, harnessed through years of developed expertise, is the precise control of the final stoichiometry of the produced fibers, which reveals itself in several ways. Focusing on the SiC chemistry, a nominally stoichiometric fiber will have a composition of 70 weight percent silicon and 30 weight percent carbon (referred to as 70:30). FFF has produced fibers in the range from 70:30 to 77:23, a high silicon content fiber, through the finely calibrated introduction and control of the constituent gas precursors. A 71:29 fiber has proven to be the most appropriate for 1,500°C applications, through high-temperature exposure and creep testing. Also, the fiber is adaptable to handling and composite fabrication processing, demonstrated by its 1/16” bend radius. Based on microscopy evaluation of the 71:29 material, the excess silicon present appears to be distributed in the grain boundaries throughout the microstructure, as opposed to being concentrated at the outer edge of the fiber diameter.
The data presented in this article for the FFF LCVD silicon carbide fiber material, named LP30-SC, is from the 71:29 composition. The 77:23 fiber chemistry, while limited to temperatures below the silicon melting temperature of 1,412°C, revealed a very high single fiber tensile strength at room temperature, on the order of 7–8 GPa. This flexibility opens up design considerations for composites in tailoring the fiber composition to the desired property performance by component function and location.
Related to the fiber composition, the LCVD process yields materials without contamination of undesired chemical species. For instance, a LCVD silicon nitride fiber has only silicon and nitrogen present. This advantage is crucially important in reference to oxygen, which drives deleterious oxidation behavior at high temperatures in a range of ceramic materials. In particular, oxygen contamination impacts the temperature capability range for SiC fibers. NGS, the U.S. manufacturer of Hi Nicalon-Type S, presently reports the level of residual oxygen at 0.8 wt.%.6 This oxygen content remains even after electron beam processing and subsequent thermal cycling of the green fibers for chemical conversion of the polymer.
Conversely, as-produced LP30-SC fibers and stoichiometric powder materials have undergone several evaluation techniques, including Auger electron spectroscopy (AES), electron energy loss spectroscopy (EELS), and Leco oxygen analysis. Neither the AES nor EELS revealed detectable oxygen in the cross section of many fiber samples while the Leco measurements on powder showed approximately 0.1 wt.%, which is consistent with surface absorption upon exposure to air. This minimal level of oxygen content is an important characteristic of the LCVD SiC being a functional 1,500°C material.

Figure 2. “Sausage-link” variable diameter LP30-SC fibers. Credit: Free Form Fibers
The physical characteristics of fibers produced by LCVD also highlight the unique capabilities of the technology. Electron microscopy at multiple laboratories showed a very high cross-sectional density with no porosity evident. This structure obviously drives mechanical performance by limiting the number of internal crack initiation sites. Precision control of the laser leads to a range of functional modifications that can be embedded into the fiber geometry. The filament diameter can be varied during growth. Figure 2 illustrates a SiC fiber produced with periodic discontinuous diameter changes. Similarly, the filament axis needs not be straight. Lateral motions of the laser can be tracked (within limits) via fiber growth to create a curvilinear filament. This feature is illustrated by the coil shown in Figure 3.
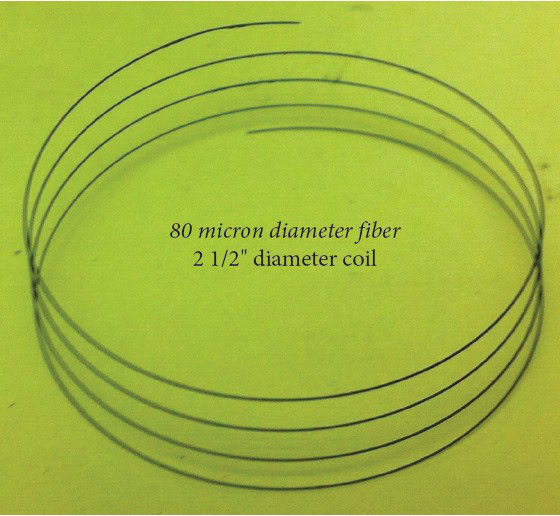
Figure 3. LP30-SC fiber coil. Credit: Free Form Fibers
LCVD products and performance
FFF has embraced LCVD technology to deliver state-of-the-art high-performance materials in either fiber or powder format to the high-tech marketplace, where these products can fill unique gaps critical to furthering material performance in a range of applications.
An important focus area has been silicon carbide (SiC) fibers for the reinforcement phase in SiC-based ceramic matrix composites (CMCs), in particular optimizing the LCVD process to create a scalable path to fabricating 1,500°C-capable SiC fibers. The need for this demanding thermal capacity is driven by the long-desired operational parameters of turbo machinery in the aviation propulsion field.
Crucially, the SiC fiber product LP30-SC is an overwhelmingly beta-phase material, a necessity for high performance in thermomechanical applications. LP30-SC underwent several evaluations to determine its suitability for the 1,500°C environment. First, a new single fiber tensile testing protocol was designed in-house to address misalignment issues when testing using paper tabs for attachment to the grips of a mechanical test rig.7,8 In using Spectra fishing line and polyacrylate adhesive to secure the fiber sample, this evaluation approach revealed tensile strengths in the 3 to 6 GPa range. Using the same sample attachment procedure, researchers at FFF also devised a single fiber creep testing method to understand the fundamental high-temperature performance behavior of SiC fibers, including commercial products like Hi-Nicalon Type S (HNS) as well as the LP30-SC.9 The data from this creep rig revealed several interesting results.
- HNS samples fractured in a brittle manner in testing in an argon gas environment (with oxygen levels measured at ~ 0.15% using a residual gas analyzer) with 700 MPa stress applied at 1,500°C, over an approximate range of 75 to 150 hours exposure time.
- LP30-SC samples survived comparable testing conditions for 175 hours without failure.
- In cyclic fatigue testing, LP30-SC fiber went through eleven 24-hour exposure cycles after an initial 100-hour cycle (for a cumulative total of 364 hours at elevated temperature) at 1,500°C and 550 MPa applied stress in an open air environment, producing a residual creep strain of 0.96%.
Extreme environment testing on LP30-SC and other SiC fiber products (HNS and Sylramic) was conducted using an oxy-acetylene torch. The experimental setup involved tautly securing a number of fiber samples across a metal frame, then exposing these samples to the flame tip of the torch while video recording the setup to document the precise time of fiber failure and thus time span of exposure. Figures 4A and 4B show the comparative behavior of the LP30-SC and HNS through a series of these environmental exposure tests.
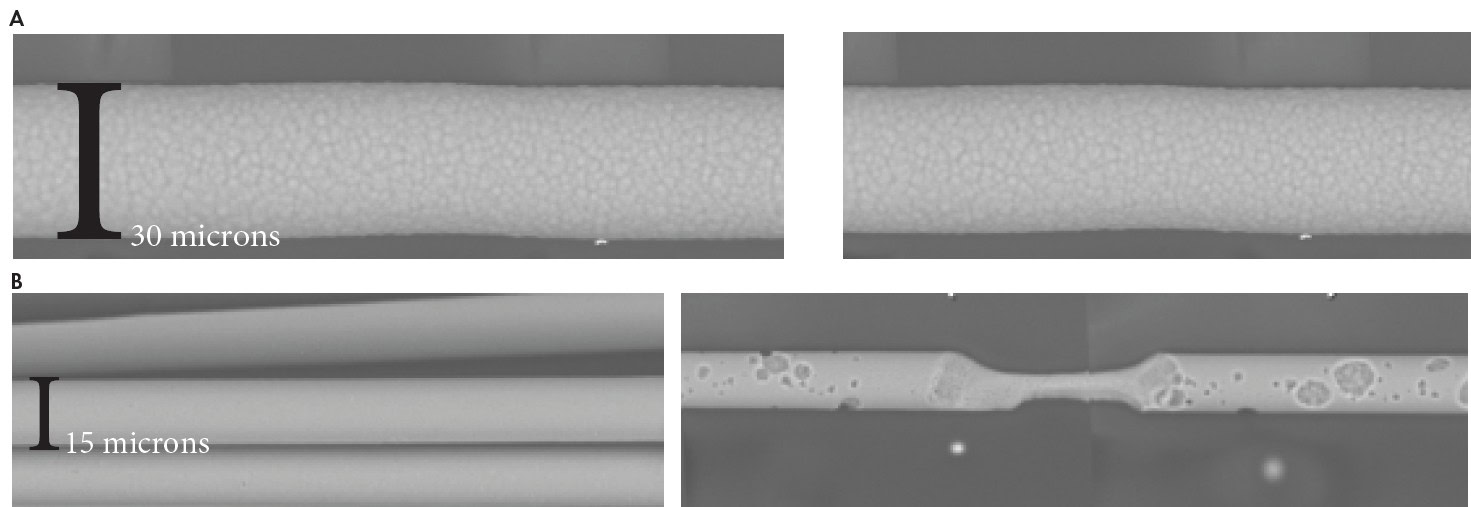
Figure 4. A) LP30-SC (FFF) SiC fiber before (left) and after (right) flame test exposure. B) HNS SiC fiber before (left) and after (right) flame test exposure. Credit: Free Form Fibers
Proof-of-concept evaluations demonstrated that the LP30-SC fiber could survive high-temperature composite fabrication processing steps without degradation. The aim of this effort was to determine whether the SiC fiber (employed without an interphase coating) showed evidence of chemical interaction with the matrix or reactive breakdown, such as a stream of gas bubbles emanating from the fiber into the matrix (CO/CO2 released by oxidation of the SiC). This work was done in collaboration with Exothermics, Inc. and performed at its facility in Amherst, N.H., in two separate studies.
- Study one: A glass-ceramic matrix composite produced with a barium strontium aluminosilicate (BSAS) matrix using hot pressing at a 1,550°C hold temperature for 30 minutes in an argon atmosphere with 10.3 MPa applied load.
- Study two: A SiC-zirconium diboride (ZrB2) matrix composite formed by reaction of constituent powders during hot pressing at 1,900°C hold temperature for 60 minutes in an argon atmosphere with 30 MPa applied pressure.
Cross-sectional microscopy images from each composite coupon fabricated are shown in Figures 5 and 6. Both cases demonstrate that the LP30-SC fiber can successfully endure the high-temperature processing steps required for composite fabrication.
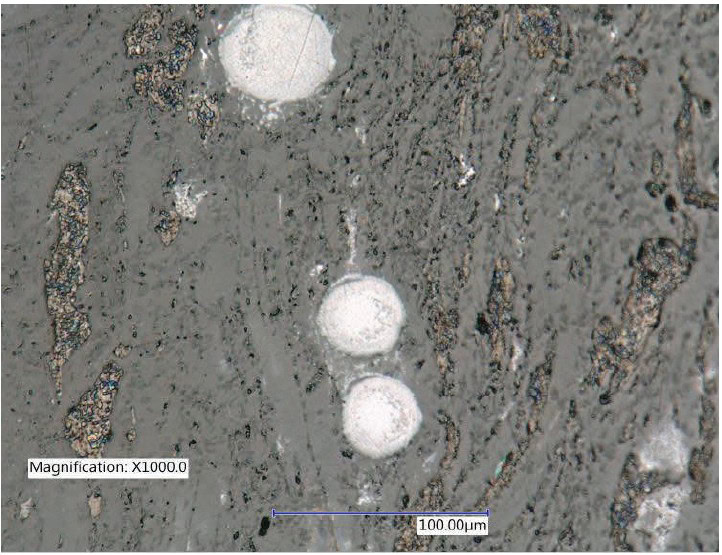
Figure 5. Cross-section micrograph of BSAS matrix glass-CMC with LP30-SC SiC fibers. Credit: Free Form Fibers
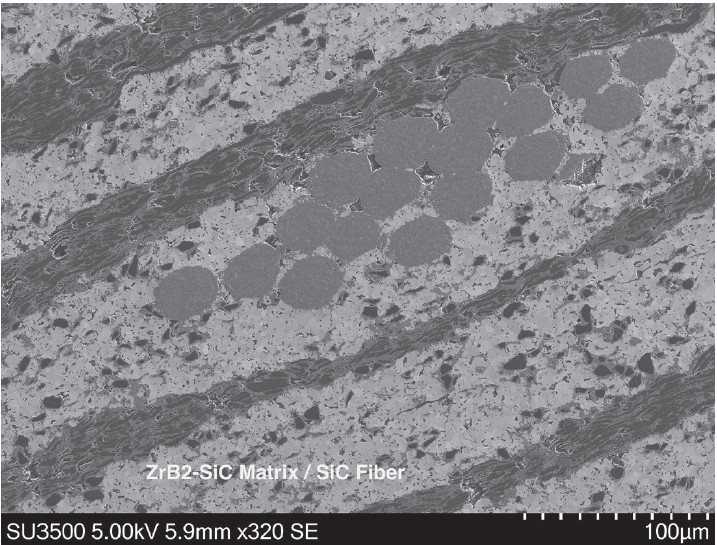
Figure 6. Cross-section micrograph of ZrB2-SiC matrix CMC with LP30-SC fibers. Credit: Free Form Fibers
In an interesting development, subsequent flexural mode fracture of the BSAS composite sample showed evidence of fiber pullout and corresponding residual rabbit holes, even without the application of an interphase coating to enable fracture toughened behavior. This response is believed to have arisen because of the relative mismatch of elastic moduli between the BSAS glass-ceramic matrix (~80 GPa) and the SiC fiber (~400 GPa).
The LCVD technology is capable of producing fibers in user-determined lengths, whether on the order of several millimeters or in long, continuous parallel arrays. FFF demonstrated continuous fiber out to 32-foot strands, with typical 50-fiber array production at 2 feet. These parallel arrays are appropriate for two-dimensional CMC tape preforms.
Efforts to grow short fibers are directed to developing a nonwoven fiber architecture for the CMC reinforcement phase, as these fibers would be processed into a veil (analogous to wood pulp in paper production) then sectioned into the desired layer layup shape and size to produce the component design. Nonwoven architecture is a promising reinforcement design because of the resulting interlayer locking of adjacent veil layers, enhancing the interlaminar shear strength and reducing the risk of delamination or other deleterious interlayer boundaries and inhomogeneities. In addition, the simplicity of manufacturing nonwovens, the lack of damage imparted to the constituent fibers compared to processes that work with woven or crushed fiber tows, and efficient matrix introduction processing due to the accessible porosity are important advantages for this architecture, all of which contribute to the economic case for short fiber-based veils as a path to make SiC-SiC composites cost competitive.
FFF is partnering with Southeast Nonwovens (Clover, S.C.) to form veil products from the LP30-SC short fibers (Figure 7). These veils are employed in the fabrication of CMC components for property evaluation and thin-wall, composite-based fuel rod cladding samples for in-pile irradiation exposure and subsequent study.
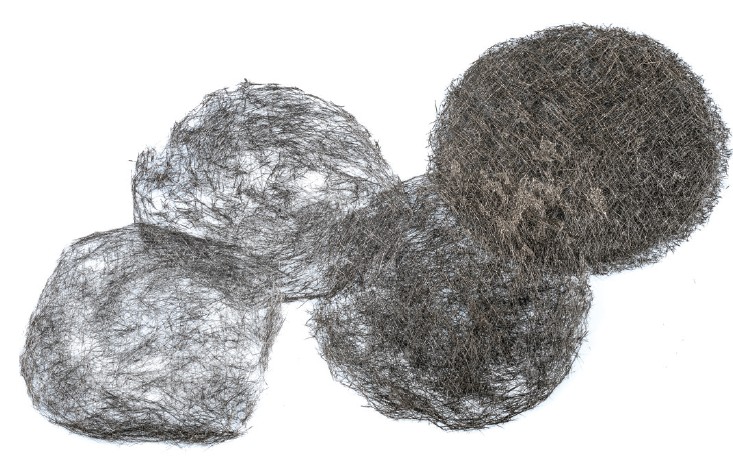
Figure 7. Nonwoven veils produced from LP30-SC short SiC fibers. Credit: Free Form Fibers
Beyond SiC: LCVD of other materials
While SiC is an important area of focus of fiber development and production at FFF, a range of other materials also were demonstrated as unique fiber material products. Silicon nitride (Si3N4) fibers were produced in two feet arrays and then included as a reinforcement phase in a boron nitride matrix, processed to form a composite at Exothermics. Similar to the demonstrations with SiC fiber, the intent was to determine the fiber viability through the aggressive hot-pressing conditions (1,800°C hold temperature for one hour in a nitrogen atmosphere with 6.9 MPa applied load). Microscopy revealed that the Si3N4 successfully survived the fabrication process intact, which opens the possibility of composite applications for electromagnetic windows and radomes.
Boron fiber also was fabricated at FFF with the aim of providing a lightweighting replacement for carbon fiber used in structural applications of polymer matrix composites. The crucial difference and benefit of the LCVD boron fiber compared to other commercial boron fiber products is that it is core-less, meaning it does not have a dissimilar, heavier material core on which the boron material is deposited. A 25-micron diameter fiber contains only boron throughout. In applications where component weight comes at a premium cost, such as aerospace and aviation, the higher strength-to-weight ratio of amorphous boron compared to carbon can lead to greater than 2X reductions in overall structural weight.
A final example of demonstrated fiber material production is boron carbide, which revealed an elastic modulus greater than 600 GPa during evaluation. Protective armor, whether personal or vehicle, is the obvious application for such a boron carbide fiber-reinforced composite material system.
An important feature of LCVD technology is the ability to overcoat fibers with the same laser-based processing. CMC material systems generally require an interphase coating on the fiber to separate the fiber from the matrix and achieve fracture toughened mechanical behavior that improves on that of monolithic ceramics. The coating must have a layered structure to promote crack energy dissipation along the length of the fiber, as opposed to the crack propagating through the fiber. In SiCfiber-SiCmatrix composites, the two generally agreed upon interphase materials are boron nitride and carbon. To date, the application step of the coating layer typically has occurred on the SiC fiber tow, which leads to incomplete coating coverage and therefore underperforming toughened mechanical behavior. With LCVD, each individual fiber, whether in short or long length format, can be fully coated around the entire circumference. The thin diameter nature of the LCVD-formed fibers allows for essentially instantaneous heat transfer, which enables homogenous deposition.
The key advantage, as with the material agnosticism of the process, is the simplicity of the processing step required—a straightforward changeover of the gas precursor environment, from the chemistry required for fiber fabrication to that needed for the coating. FFF demonstrated multiple coating materials, including boron nitride, carbon, SiC, and hafnium carbide, as well as multilayer coatings of different materials. The ability to coat fibers leads to several unique product concepts in the nuclear field, such as a fuel-in-fiber multilayer structure with an active uranium layer akin to TRISO fuel pellets; and embedded sensors, in which functional layers are added consecutively on a fiber base to produce a desired electromagnetic behavior, such as is needed for a thermocouple.
An offshoot of the SiC fiber effort is to establish the capability to produce high-purity, high beta-phase content SiC powder from the LCVD stoichiometric fiber feedstock. The capacity for the LCVD technology to yield the kind of clean powder with the appropriate beta-phase composition presents a significantly simpler manufacturing path when compared to the multiple processing steps necessary from the traditional Acheson approach (or modified reaction driven techniques using silica and coke-based raw material) with subsequent phase conversion required. The availability of such a high-quality powder material will impact the CMC market, as a matrix filler to reduce residual porosity, and the burgeoning SiC-based high power semiconductor field. FFF is also exploring other technical areas where the requirements for high-purity powder are critical and the availability is limited, such as materials for the microelectronics industry.
In addition to some of the ceramic and boron materials discussed, other demonstrated fiber compositions at FFF include tungsten carbide and carbon as well as materials of interest in the nuclear fuel field, such as uranium, uranium carbide, and uranium disilicide. This compositional flexibility is actually even broader as ‘composite’ fiber chemistries can be formed as bulk mixtures or dopant level additions to a primary composition.10 As a demonstration example, FFF fabricated SiC fibers with boron additions at dopant levels and at a 20% constituent precursor gas mixture. This effort, along with similar evaluations, was focused on understanding how to enhance high-temperature performance for use in mechanically loaded applications like turbine blades. Fibers with complex chemistries can be explored with LCVD using binary, ternary, and quaternary phase diagrams, among others, as a foundational scientific basis for demonstration of manufacturability.
FFF is entering the commercialization stage, after extensive research and development efforts, through scale-up of production capacity by bringing on-line the first full-scale manufacturing tools. One tool, consisting of multiple opto-mechanical heads each including a laser and reactor chamber, can be operated with upwards of 1,200 beams. A critical feature and advantage of these LCVD production tools is that the same equipment can manufacture any of the possible material compositions available through the extensive catalog of gas precursors. The only adjustment to be made in making silicon carbide and then silicon nitride in a subsequent run, for instance, is to change the input gas feed to the tool.
Next-generation technology with LCVD
Laser-driven chemical vapor deposition is an innovative, extremely flexible technology that produces materials which will drive significant advancements in high performance fields, in particular in the aerospace composites and high-power electronics industries. The high-purity products produced by the laser-based process and the material agnostic capability to form nearly limitless chemistries, among other important advantages, offer a unique opportunity to tailor fibers and powders with precisely tuned properties, thereby maximizing application-specific performance.
As Free Form Fibers enters the commercialization phase, manufacturing materials for system-level evaluations in a range of applications and markets is the key next step to bring the capabilities of LCVD to bear. For instance, SiC fiber nonwoven veils for thermomechanical applications of composites, in particular at use temperatures greater than 1,400°C, are being manufactured and implemented in composite test articles for benchmarking of mechanical performance. Similarly, Si3N4 materials for electromagnetic transparency in high-temperature environments are in evaluation for fiber properties and composite component performance.
As composites of all matrix types find broader use, LCVD will open new, previously unavailable fiber reinforced composite material systems while also improving on the application performance of established systems.
Read more: “History of Free Form Fibers“


Related Articles

Bulletin Features
The nonferrous metals market: Supply and regulatory pressures inspire strategies for a resilient future
Nonferrous metals serve foundational roles in the electrification, renewable energy, and digital transformation. Nonferrous metals are metals that do not contain iron in significant amounts. These metals typically are nonmagnetic, corrosion resistant, electrically and thermally conductive, and lightweight, making them ideal for applications in the emerging markets mentioned above. Even…

Market Insights
Industrial digitalization: ‘Smart’ operations can improve worker safety and well-being in high-temperature environments
Heavy industry is the backbone of economies around the world, critical to automotive production, construction, the energy sector, and everything in between. But many heavy industries are facing worker shortages. There are more than 400,000 open manufacturing jobs in the United States, according to the Bureau of Labor Statistics.1 With…

Market Insights
‘Fail fast’ manufacturing: How disciplined experimentation strengthens, not threatens, quality
In manufacturing, few phrases raise eyebrows faster than “fail fast.” In the startup world, this business strategy is celebrated as a sign of agility. On a ceramic manufacturing floor, it can sound careless or even dangerous. In manufacturing, few phrases raise eyebrows faster than “fail fast.” In the startup world,…