
Since the dawn of history, weapons and armor have been in a life-and-death struggle. During the last three decades of the 20th century, a variety of ceramics, including aluminum nitride (AlN), aluminum oxide (Al2O3), boron carbide (B4C), silicon carbide (SiC), titanium diboride (TiB2), tungsten carbide (WC), and zirconium oxide (ZrO2), were investigated as armor materials.
Light ceramics particularly are attractive for personnel as well as land and airborne vehicle protection. The most commonly used ceramics are Al2O3, SiC, and B4C. Al2O3 is the most economical alternative, but its final protection solutions are heavier, because Al2O3 has the highest density and lowest ballistic efficiency of the three light ceramics. B4C is the hardest ceramic, but it undergoes an amorphization process at high impact pressures (such as with WC-cored bullets), which weakens the armor. Although SiC has no amorphization issues, its higher density (3.2 g/cm3) compared with B4C (2.52 g/cm3) limits its use.
We must consider some other points when choosing an adequate armor material. For instance, low porosity in the ceramic tile generally results in better ballistic performance. Moreover, smaller grain sizes increase ballistic performance. In addition, ease of fabrication and cost are of paramount importance in considering a particular material for armor applications. Full density of B4C or SiC is a prerequisite for achieving acceptable ballistic resistance, but can be attained only by hot-pressing fine powder (<2 µm) in the presence of sintering additives at relatively high temperatures (>2,473 K). Further, production method strongly affects properties of the ceramic: hot-pressing tiles often results in a harder ceramic, which is optimal against a single hit, whereas reaction-bonding tiles provide better multihit performance. However, there is no clear correlation between quasi-static and/or dynamic mechanical properties and the ballistic behavior of ceramics. Nonetheless, some parameters, such as hardness, fracture toughness, and elastic modulus, are expected to have an influence.
Elevated hardness values are, by common consensus, crucially important for good ballistic resistance, because a material with sufficiently high hardness deforms or fragments a projectile upon impact.1 Moreover, ceramic fragments may continually abrade the projectile during the rest of the penetration process.2 It is, however, unclear if harder is always better, because one of the main failure modes of thin ceramic tiles is related to fracture from tensile stresses, which higher hardness does not improve.
Competition between high performance of carbide ceramics and the high cost of conventional fabrication methods led to the development of relatively inexpensive alternative fabrication methods capable of providing adequate mechanical properties. One approach is based on the reaction-bonding technique. According to this approach, ceramic powder (SiC, B4C, or B4C–SiC mixture) is mixed with free carbon, compacted, and subsequently infiltrated with molten metal (e.g., silicon or aluminum alloys). Molten metal reacts with free carbon and with carbon that originates in B4C to form a ceramic composite. The resulting composite has high cohesive strength and elevated hardness values and is an effective ballistic impact-resistant material. Several variants of reaction-bonding processes, as well as the properties of final composites, are described in scientific journals and in patents.
One crucial drawback associated with reaction-bonded composites, however, is the fraction of the residual metal/alloy that significantly reduces the composite’s mechanical properties. This fraction strongly depends on initial porosity of the preforms and on the fraction of additional free carbon. Several approaches can reduce initial preform porosity, including partial sintering, use of multimodal powder mixtures, addition of elements that react with the alloy/metal to form stable phases, and addition of elements (e.g., titanium or iron) or compounds (e.g., TiC) that react with B4C and release additional free carbon.
Thus, knowledge of the effect of processing parameters on the microstructure of infiltrated composites, their static and dynamic mechanical properties, and microstructure–property relationships is necessary to understand and develop more efficient armor.
Processing of reaction-bonded composites
Reaction bonding is a special case of reaction-forming processes that represent an important alternative to conventional sintering processes, such as solid-state sintering, liquid-phase sintering, and hot pressing. For polycrystalline ceramics fabricated by processes involving chemical reactions, consolidation between constitutive particles occurs by formation of new phases rather than by a neck-growth mechanism induced by relatively weak surface energy forces. In general, these processes have the advantage of reducing working temperature, shaping materials in potentially complex and large near-net shapes, and reducing or even canceling postconsolidation machining. All these make the reaction-forming process an obvious direct cost–benefit method. The most important and widely used reaction-forming processes are based on reactions between a porous solid and an infiltrating liquid phase.
Reaction-bonded silicon carbide (RBSC) composites
The reaction-bonding approach was first suggested and developed in the 1950s for SiC.3 According to this approach, a porous body (preform) consisting of the ceramic phase and free carbon is infiltrated with liquid silicon, which reacts with the carbon to form a secondary SiC phase. The resulting microstructure (Figure 1) consists of original SiC particles surrounded by a secondary SiC phase and 5–15 vol% of residual silicon.4 Pre-existing, primary SiC particles are bonded by the newly formed SiC phase. A recent spin-off that uses diamond as a carbon source shows huge potential—the new composites show elevated stiffness, hardness, and thermal conductivity values.
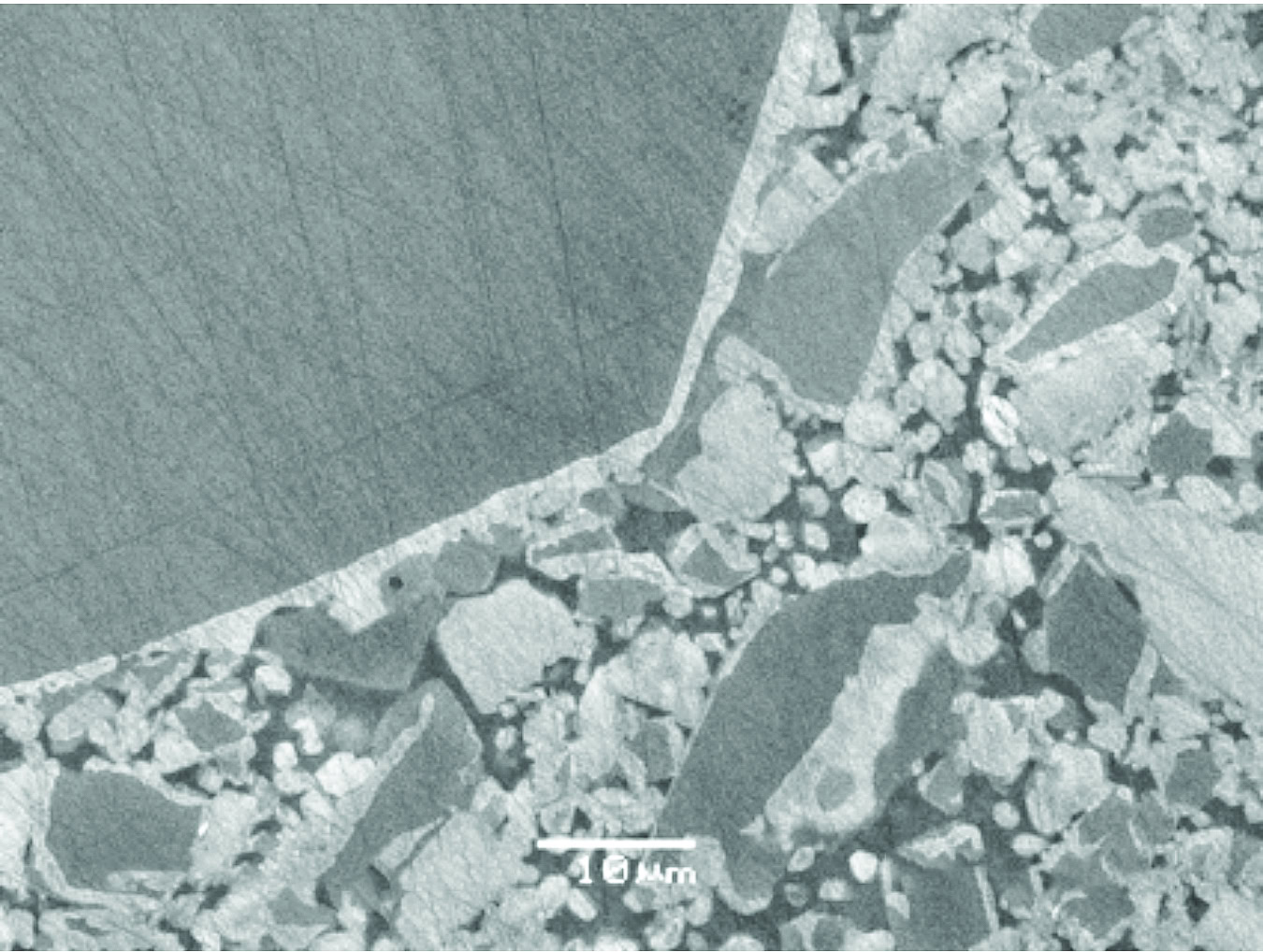
Figure 1. Scanning electron micrograph of RBSC composite. The new SiC layer (white color) precipitates on initial SiC particles (darker color). Credit: Shmuel Hayun
The microstructure and mechanical properties of RBSC have been thoroughly investigated. Previous studies established the effect of compacted preform properties (porosity, pore size and distribution, fraction of free carbon, and carbon source) and processing parameters (temperature and duration of the infiltration procedure as well as cooling regime) on the microstructure of infiltrated composites and their mechanical properties.5
RBSC materials display high mechanical properties, including hardness (15–25 GPa), Young’s modulus (320–400 GPa), flexural strength (100–400 MPa), and fracture toughness (~3.9 MPa∙m1/2).6 Two main factors determine mechanical properties of an RBSC:
- Fraction of residual silicon, the properties of which are significantly lower than those of the SiC phase; and
- Structure and strength of the interfaces between RBSC phases.
The first factor is straightforward—we can reduce the fraction of residual silicon by adding reactive elements to the silicon melt. These elements react with residual liquid silicon to form silicide phases. The second factor is more complex and is discussed widely in the literature. Reported results regarding the nature of Si/SiC and α-SiC/β-SiC interfaces are summarized in a review by Ness and Page,7 who conclude that occasional misfit dislocations and steps are formed at Si/SiC interfaces. These observations are in good agreement with the results of Naylor and Page,8 who show that the Si/SiC interface is mechanically weak and provides a preferential path for fracture under indentation. Interfaces between β-SiC and α-SiC are semicoherent, and it is suggested that SiC/SiC α/α, α/β, β/α and β/β) grain boundaries are strongly bonded by a thin layer (~1 nm) of amorphous SiC.
Reaction-bonded boron carbide (RBBC) composites
In 1973, Taylor and Palicke9 submitted a patent on “Dense carbide composite for armor and abrasives.” In this patent and other papers, Taylor and Palicke touch upon several key issues of the process that recurrently is referred to in subsequent patents. The authors fabricated dense carbide composites using the same technique for RBSC, but, instead of SiC, they used B4C. They discuss issues, including the source of the carbon that is meant to react with molten silicon (which may be a free-carbon addition), a carbon-based binder (which provides minimal self-supporting strength to the green body), or B4C itself (which releases carbon when in contact with molten silicon). Taylor and Palicke also discuss the importance of B4C particle-size distribution and its effect on efficient volume filling. The authors argue that at least 12 vol% of residual silicon is necessary to achieve good fabrication yields (i.e., composites without cracks). This requirement puts a major drawback on RBBC, similar to RBSC, where residual silicon creates soft spots that detract from overall ballistic efficiency of the product. Since then, the research has expanded to overcome this obstacle and to reduce the amount of residual silicon in RBSC.
Fabrication approaches for RBBC composites
The fraction of residual silicon strongly depends on initial porosity of the preforms and on initial fraction and distribution of free carbon within a compacted body. To reduce initial porosity of the preforms, we can either partly sinter B4C compacts to a desired porosity or use a mixture of optimally distributed B4C powders of various average particle sizes.
At early stages of our work, we realized that use of resins as a source of free carbon should be avoided, because toxic gases are released during pyrolysis. Thus, we used several alternative methods, including pyrolysis of commercial sugar after drying a 50:50 water solution and addition of carbon content (TiC) or carbon release elements (iron) to B4C, where the reaction between these compounds releases free carbon. Technological parameters for specimen fabrication are presented in Table I.
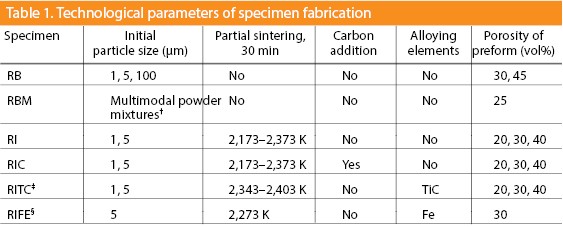
†Powder mixture consists of 60, 15, and 25 parts of particles with average sizes of 106, 13, and 1 µm.
‡RITC is reaction infiltration of partly sintered B4C–TiC body infiltrated with carbon.
§RIFE is reaction infiltration of partly sintered B4C–Fe body infiltrated with silicon
Microstructure and phase composition of B4C composites
Studies establish the microstructure and phase composition of silicon-infiltrated B4C composites fabricated via various approaches. The following phase compositions were studied:
- Reaction-bonded (RB, green B4C body infiltrated with silicon);
- Reaction-bonded multimodal (RBM, green B4C body made of multimodal particles infiltrated with silicon;
- Reaction-infiltrated (RI, partly sintered body infiltrated with silicon); and
- Reaction-infiltrated with added carbon (RIC, partly sintered body with added free carbon and infiltrated with silicon).
These materials consist of four phases: original B4C particles; ternary B12(B,C,Si)3 compound; β-SiC; and residual silicon (Figure 2). The reaction between molten silicon and B4C particles results in core–rim structure formation and a β-SiC phase of single platelike particles.
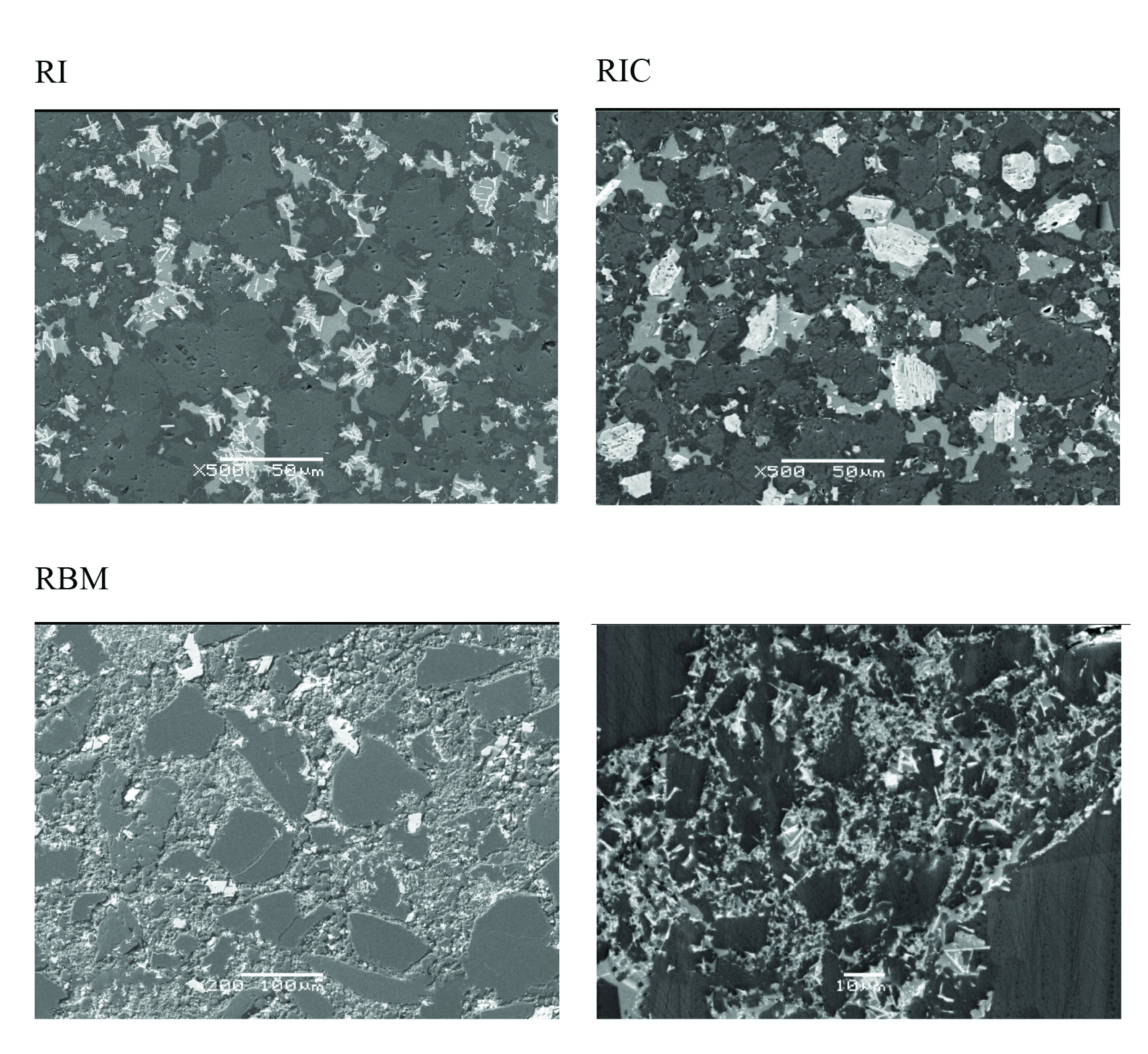
Figure 2. Scanning electron micrographs of bulk regions in RI, RIC, and RBM composites. In RBM composite, left image shows microstructure after removal of residual silicon; right image shows enlarged area between two large B4C grains. Credit: Shmuel Hayun
Aghajanian et al.10 stress that the reaction of molten silicon with B4C has a deleterious effect and suggest the use of boron as an alloying element to silicon to curtail its interaction with the ceramic matrix. However, thermodynamic analysis and experimental results show that formation of the silicon-containing B4C compound B12(B,C,Si)3 during the RBBC process is independent of the fabrication approach and always occurs in the B-C-Si system. Results from nanoindentation experiments show that average hardness and Young’s modulus values of the B12(B,C,Si)3 phase (HV = 46.1 + 4.2 GPa and E = 474 + 34 GPa, respectively) are slightly higher than those of the initial B4C phase (HV = 42.0 + 3.3 GPa and E = 460 + 23 GPa).11 In addition, inspection of a crack propagation path indicates that the boundary between core and rim regions is relatively strong and does not deflect the propagating crack (Figure 3). Thus, the newly formed B12(B,C,Si)3 phase does not reduce mechanical properties of the composite.
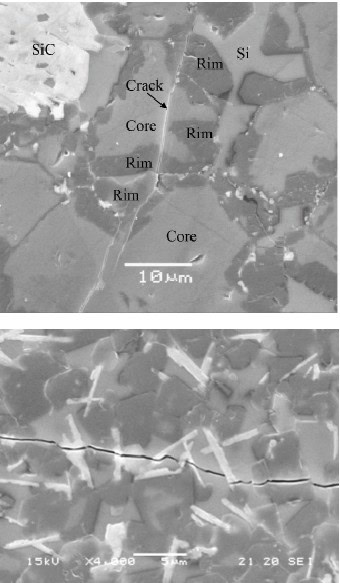
Figure 3. Crack propagation path in the composite underlines strength of the boundary between the B4C particle core and adjacent rim. Moreover, interaction with SiC plates causes multiple crack deflections. Credit: Shmuel Hayun
The mechanism of core–rim structure formation is attributed to the dissolution precipitation process, which is well accounted for by thermodynamic analysis of the B-C-Si system.12 Because B4C is a covalently bonded solid, its components diffuse at an extremely low rate, and, therefore, it dissolves congruently (i.e., with no compositional changes). Boron concentration in the melt as a result of congruent dissolution is 8.0 at.% of boron. At the same time, boron content in the melt, which is in equilibrium with SiC and the ternary B12(B,C,Si)3 phase, is ~6.6 at.%. Thus, congruent dissolution of B4C provides the required oversaturation for ternary carbide formation, and precipitation of the B12(B,C,Si)3 phase establishes overall equilibrium conditions in the system. Precipitation of the ternary carbide phase takes place at the interface of original B4C particles and leads to formation of rim regions. The dissolution–precipitation process continues as long as the liquid is in contact with original B4C particles.
The amount of various phases within RBBC composites is strongly affected by two factors, neither of which is free-carbon addition (Table 2). The first and obvious factor is initial porosity of the preforms, which determines amount of residual silicon and the newly formed SiC phase. The second factor is related to initial particle size of B4C. Amount of SiC in the final composite decreases with increasing initial particle size for a given process time. This feature is related to available B4C surface for interaction with molten silicon, which is significantly higher for fine initial B4C particles.
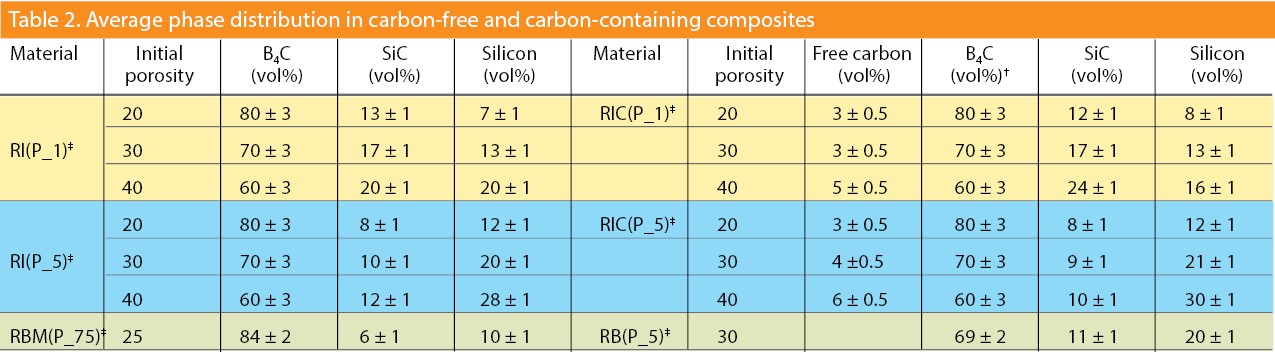
†Boron carbide: B4C + B12(B,C,Si)3.
‡P_X is initial B4C average particle size (mm).
In the case of free-carbon addition to the green body prior to infiltration, amount of SiC that forms also strongly depends on initial porosity, with little influence from carbon addition. This “strange” fact may be related to thermodynamic equilibrium in the Si-B-C system for a given temperature. Free carbon “eats” some of the infiltrated silicon and leaves less silicon to interact with B4C, resulting in less SiC formation from the Si–B4C interaction. Data in Table 2 show that the total amount of SiC in RIC is very close to carbon-free samples (RI and RB), with similar particle sizes and initial porosity.
Another microstructural feature in this system that strongly depends on processing parameter is morphology of the newly formed SiC phase. In composites fabricated with free-carbon addition, SiC particles display a polygonal shape. For composites in which initial B4C is the sole source of carbon, the SiC phase displays a platelike morphology. According to transmission electron microscopy analysis, the β-SiC phase always precipitates as single platelike particles from the silicon melt, preferably with the {111}β habit plane at the first stage. Available amount of carbon for SiC formation during the process stands behind the different morphology.
Pampuch et al.13 and Ness and Page14 discuss the mechanism of SiC formation in RBSC-based composites. At initial stages of the interaction, carbon is suggested to dissolve in the silicon melt, similar to a system without SiC particles.15 This dissolution provides a gradient of carbon concentrations between the dissolution site and original SiC particles. Carbon diffuses to the surface of SiC particles, and newly formed SiC heterogeneously precipitates. These processes form the specific microstructure of RBSC composites (Figure 1). Moreover, Ness and Page14 point out that formation of the β-SiC phase in RBSC composites starts as fingerlike particles, which transform to platelike shapes that then broaden to polygonal shapes.
In RBBC composites fabricated in the presence of free carbon, two carbon sources are available for SiC formation. Moreover, solubility of carbon in the silicon melt at equilibrium with SiC is extremely low and does not depend on carbon source. Nevertheless, in the vicinity of B4C particles, conditions for SiC formation are different from those for free-carbon particles. Carbon and boron dissolve from B4C particles into the silicon melt, and SiC and B12(B,C,Si)3 phases precipitate. The ternary carbide phase precipitates at the surface of original B4C particles via a semicoherent interface and competes with SiC for carbon atoms.
SiC particles are nucleated within the melt only up to the stage at which dissolution of B4C in the molten silicon increases the concentration of boron to its solubility limit. At this point, the ternary B12(B,C,Si)3 compound begins to precipitate at the carbide–melt interface and forms rim regions. Further growth of SiC nuclei is controlled by the available amount of carbon, which is significantly lower than in the vicinity of free-carbon particles. These particles are commonly a product of pyrolysis of carbon-rich organics and have a spongelike structure with extremely high specific surface area. Thus, many SiC nuclei form at the carbon–liquid interface. These nuclei begin to grow as plates, which coalesce and form SiC/SiC grain boundaries within polygonal SiC particles by a mechanism similar to that for RBSC composites.
Thus, carbon availability is a key factor for morphology of the β-SiC phase. If B4C is the only carbon source, the amount of carbon is limited, and β-SiC particles have a platelike shape. If free carbon is present in the green body and other phases do not compete with SiC, most β-SiC particles have a polygonal shape.
Effect of microstructural features on static and dynamic mechanical properties
Elastic modulus (Young’s modulus, in particular) and hardness values of composites decrease with increasing fraction of residual silicon (Figure 4). Hardness values refer to average hardness of the composite and reflect contribution of various phases, with a wide range of specific hardness values (see Hayun et al., 2009).16 These properties depend solely on the residual silicon fraction. Initial size of B4C particles, element attrition, and morphology of SiC inclusions do not affect elastic modulus and hardness of the composites.
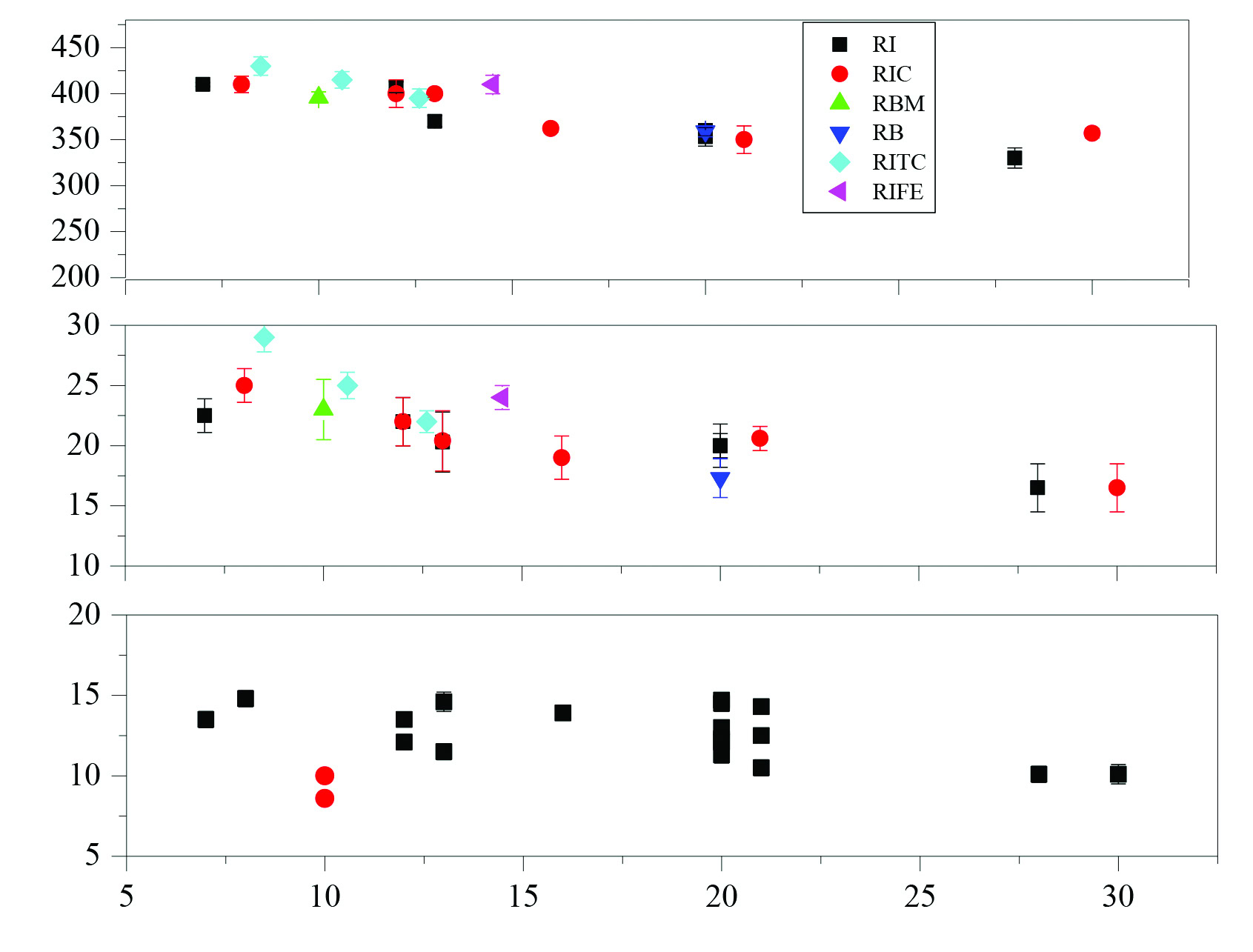
Figure 4. Elastic modulus, Vickers hardness, and σHEL of composites as a function of residual silicon. Credit: Shmuel Hayun
Dynamic mechanical properties (i.e., Hugoniot elastic limit (HEL))17 show similar tendency for samples with similar particles sizes (~1–5 µm) (Figure 4). The σHEL values obtained with RBM composites—characterized by low content of residual silicon (~10 vol%), but relatively large average initial particle sizes (~70 µm)—lie far apart from the other current HEL data.
Although elastic modulus and hardness are almost independent from initial size of B4C particles, HEL, dynamic and static flexural strength, dynamic tensile (spall) strength, and fracture toughness are strongly affected. For example, in composites made from B4C with particles size of ~1–5 µm without carbon addition (RI and RB specimens), spall strength drops to zero at impact stresses in the range of 8–9 GPa. In RIC specimens (larger SiC particles compared with RI and RB), loss of strength takes place significantly earlier, at impact stresses of 6–7 GPa. In RBM composites, spall strength decreases to zero even under weak impact conditions (>1 GPa), and specimens seem to completely disintegrate under weak compression. HEL decreases from 15 GPa for 1-µm samples to 10 GPa when the initial B4C particle size is 75 µm. Flexural strength and fracture toughness also decease with increasing average particle (grain) sizes.
Moreover, static flexural strength and fracture toughness show strong dependency on specific SiC morphology (Figure 5). Flexural strength of composites with added carbon (RIC and TIC) is significantly lower than that of RI and RB composites, where B4C is a sole source of carbon for SiC formation and SiC inclusions have a platelike morphology. Relatively low values of flexural strength for RBM specimens (also fabricated without free-carbon addition) originate from large particle sizes. A similar tendency is observed for fracture toughness of the composites. Values of fracture toughness for RI and RB composites, fabricated in the absence of free carbon using preforms with ~30 vol% porosity, are KIC = 3.62 ± 0.16 MPa∙m1/2 and KIC = 4.11 ± 0.36, respectively. Fracture toughness of RIC composites fabricated with added carbon is much lower, at KIC = 2.85 ± 0.35 MPa∙m1/2. Elevated fracture toughness values of RBM specimens (KIC = 3.25 MPa∙m1/2) indicate that SiC morphology has a major effect on K1C, whereas influence of initial size of B4C particles on K1C is minor.
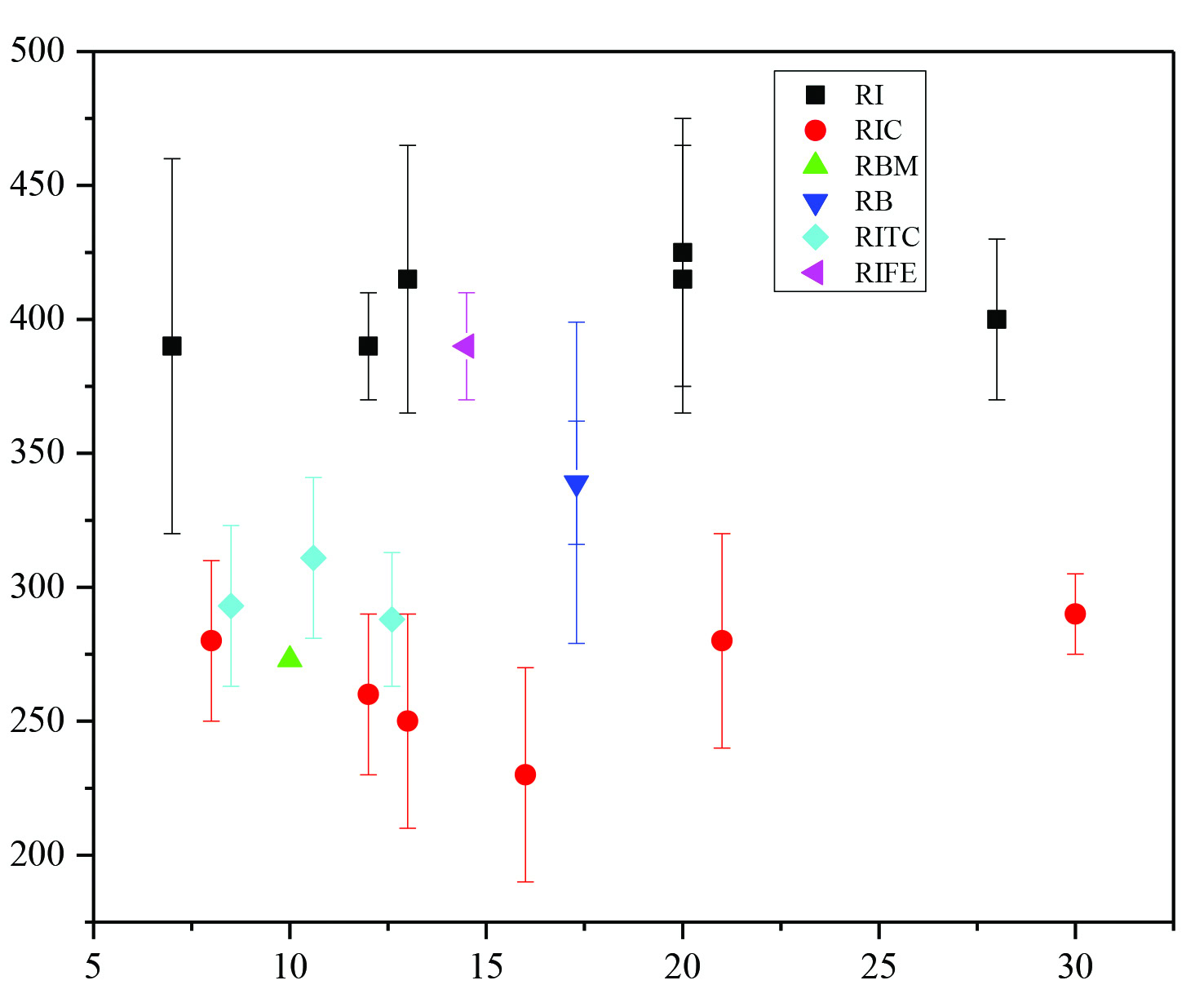
Figure 5. Flexural strength of composites as a function of fraction of residual silicon. Credit: Shmuel Hayun
The strengthening effect of platelike SiC particles on ceramic composites based on SiC is well-known.18 Presence of SiC particles with a platelike morphology affects crack propagation through B4C-based composites (Figure 3). As noted above, the volume fraction of SiC particles in composites fabricated from preforms with a given porosity does not depend on carbon source. Moreover, polygonal SiC particles are significantly coarser than platelike particles. These features stand behind the increased per unit volume of particles with a platelike morphology. An increase of finer particles is associated with more boundaries that are to be crossed by propagating cracks, thereby decreasing crack energy.
Up to this point, the discussion has centered on how amount of residual silicon, SiC morphology, and average grain size affect mechanical properties. An additional processing parameter with a strong impact on production cost is a preliminary sintering stage for producing a strong skeleton ceramic body, which is thought to reduce the amount of silicon and even enhance mechanical properties by forming a ceramic matrix. However, the final microstructure of presintered composites (RI) is similar to that of RB composites (preforms are infiltrated only after compacting), with the same amount of residual silicon. It appears that liquid silicon attacks the boundaries between B4C particles within partly sintered performs and transforms these boundaries to rim regions consisting of the ternary B12(B,C,Si)3 carbide phase.19 In the case of RB composites, B4C particles are interconnected by the same ternary B12(B,C,Si)3 carbide phase. Thus, rim regions connect the original B4C particles in both types of composites, which, independently of the presence of preliminary sintering, display similar microstructures and phase compositions, leading to similar mechanical properties. Therefore, this presintering processing step is useless.
Another important parameter that dictates the best processing approach for RBBC composites is the reliability of products. Using the Weibull approach,20 RI and RB materials exhibit the same Weibull modulus value (m ≈ 5.6), whereas this value is significantly lower for RIC (m ≈ 3.14). RBM composites have a fantastic Weibull modulus value (m ≈ 13.3), which we attribute to the high level of homogeneity of this composite.
Finally, the use of RBBC composites for light-armor applications has expanded dramatically in the past two decades. Those original works, ongoing for more than 20 years, set the path for improvements in RBBC technology. Ballistic efficiency according to depth of penetration (DOP) tests shows remarkable improvements in RBBC materials. Twenty years ago, RBBC composites had ballistic weight efficiencies (measure of stopping power relative to weight, in which a higher value indicates better performance) that were little higher than those of Al2O3. Today, RBM materials reach a ballistic efficiency close to that of hot-pressed B4C. This patented strategy21 is now implemented in a new series of armor products made by the PAXIS company in Israel.
Acknowledgments
Shmuel Hayun expresses deep appreciation to Nahum Frage, Moshe P. Dariel, and Eugene Zaretsky for more than 15 years of joint research and valuable discussions in this area.
Capsule summary
The potential
Reaction-bonding fabrication methods offer a low-cost route to produce composites with effective ballistic impact resistance, generating materials with great potential for lightweight armor applications.
The caveat
Despite the potential of reaction-bonded materials for armor applications, processing variables in reaction-bonding techniques can significantly reduce mechanical properties of resulting composites.
The solution
Better understanding of the effect of processing parameters on the microstructure of infiltrated composites, their static and dynamic mechanical properties, and microstructure–property relationships can help develop more efficient reaction-bonded boron carbide for lightweight armor applications.


Related Articles

Bulletin Features
The nonferrous metals market: Supply and regulatory pressures inspire strategies for a resilient future
Nonferrous metals serve foundational roles in the electrification, renewable energy, and digital transformation. Nonferrous metals are metals that do not contain iron in significant amounts. These metals typically are nonmagnetic, corrosion resistant, electrically and thermally conductive, and lightweight, making them ideal for applications in the emerging markets mentioned above. Even…

Market Insights
Industrial digitalization: ‘Smart’ operations can improve worker safety and well-being in high-temperature environments
Heavy industry is the backbone of economies around the world, critical to automotive production, construction, the energy sector, and everything in between. But many heavy industries are facing worker shortages. There are more than 400,000 open manufacturing jobs in the United States, according to the Bureau of Labor Statistics.1 With…

Market Insights
‘Fail fast’ manufacturing: How disciplined experimentation strengthens, not threatens, quality
In manufacturing, few phrases raise eyebrows faster than “fail fast.” In the startup world, this business strategy is celebrated as a sign of agility. On a ceramic manufacturing floor, it can sound careless or even dangerous. In manufacturing, few phrases raise eyebrows faster than “fail fast.” In the startup world,…