
Widespread adoption of electric vehicles (EV) will require dramatic changes to the energy storage market.
Total worldwide lithium-ion (Li-ion) battery production was 221 GWh in 2018, while EV demand alone is projected to grow to more than 1,700 GWh by 2030.1 As economies of scale have been met in Li-ion battery production, price at the pack level has fallen and is expected to break $100/kWh within the next few years.
Li-ion batteries are expected to address near-term energy storage needs, with advances in cell chemistry providing steady improvement in cell capacity. Yet Li-ion batteries will eventually approach the practical limits of their energy storage capacity, and the volatile flammable liquid electrolyte in Li-ion cells requires thermal management systems that add cost, mass, and complexity to EV battery packs.
Recent progress demonstrates that Li-ion conducting solid electrolytes have fundamental properties to supplant current Li-ion liquid electrolytes. Moreover, using solid electrolytes enables all-solid-state batteries, a new class of lithium batteries that are expected to reach storage capacities well beyond that of today’s Li-ion batteries. The promise of a safer high-capacity battery has attracted enormous attention from fundamental research through start-up companies, with significant investment from venture capitalists and automakers.
The Li-ion battery
The 1970s marked development of the first Li-ion cathode intercalation materials. Cells with a metallic lithium anode were commercialized in the 1980s, but it was soon discovered that lithium deposits in dendritic structures upon battery cycling. These dendrites eventually grow through the separator, connecting the anode and cathode and causing a dangerous short circuit of the cell. The solution was to replace the lithium anode with a graphite Li-ion host material, thereby producing the modern Li-ion battery.
First introduced by Sony in 1991, the graphite anode is paired with a LiCoO2 cathode and flooded with a liquid organic electrolyte with dissolved lithium salt. The dissolved lithium provides Li-ion transport within the cell. A thin and porous polymer separator prevents physical contact between the anode and cathode while allowing ionic transport between electrodes.
This basic cell structure remains unchanged today, albeit with numerous energy-boosting innovations, including silicon anode additions, electrolyte additives to increase cycle life, and high nickel-content cathodes. These innovations have led to an average of 8% annualized energy density improvement in Li-ion batteries.2 Despite this progress, the volumetric energy density of Li-ion batteries can only reach a practical limit of about 900 Wh/L at the cell level.
For Li-ion batteries, active cathode and anode powders are mixed with binder and cast on a current collector using doctor blade, reverse comma, or slot die coating. These electrodes are slit into desired dimensions, interleaved with a separator, and either wound—as is the case of an 18650 (18 mm diameter; 65 mm length) cylindrical cell—or stacked or folded to produce a prismatic pouch cell. Figure 1 shows 18650 cylindrical wound cells and 10-Ah pouch cells.
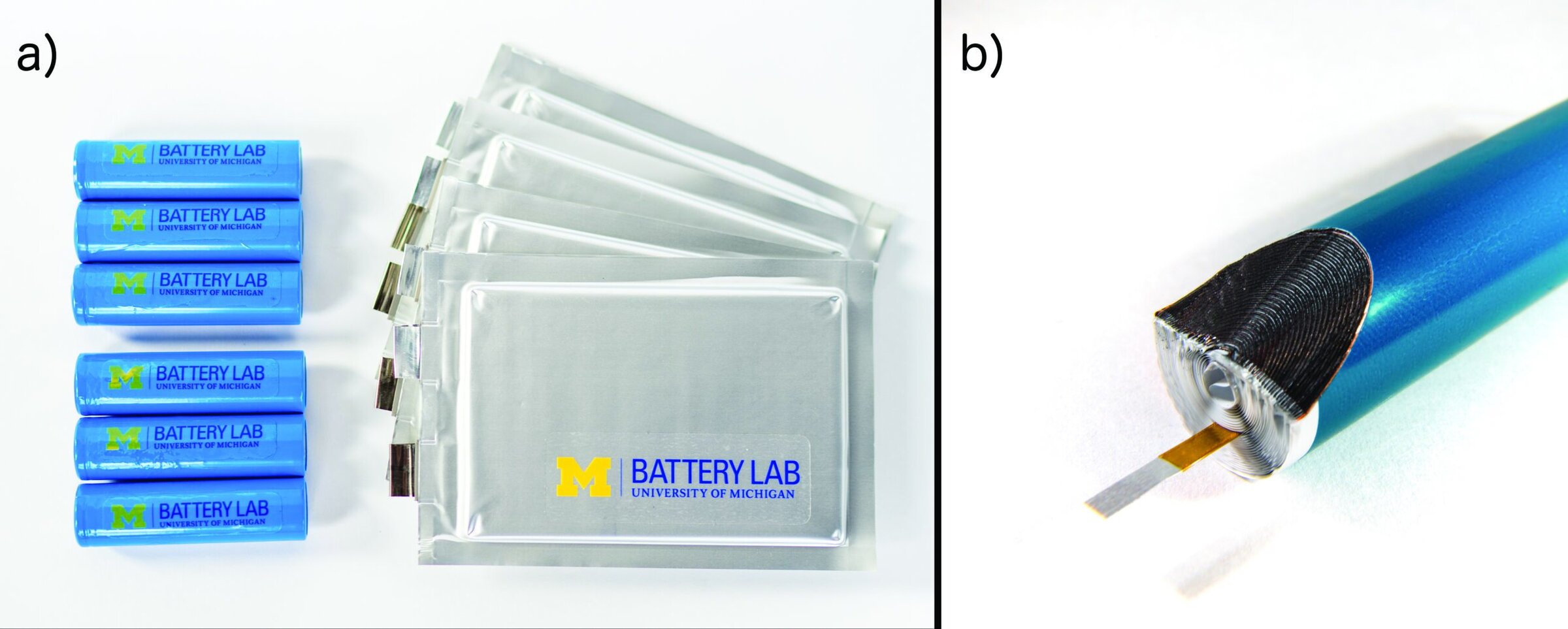
Figure 1. (a) Typical formats for Li-ion cells: wound cylindrical 18650 (left) and pouch cells (right). (b) Cross section of 18650 battery shows electrode layers. Credit: University of Michigan, Bruno Vanzieleghem
For EV applications, cells are arranged into modules, which are placed into a battery pack. For example, a Tesla Model 3 contains more than 4,000 individual cylindrical cells, producing about 80 kWh of storage. Other manufacturers, such as GM, use pouch-type cells, with 288 cells producing 60 kWh of storage in the Chevy Bolt.
Li-ion battery packs contain significant battery management systems to keep cells within a safe operating range. Heat generated within the pack must be removed by cooling systems to protect both the performance and lifetime of Li-ion cells.
Generally, temperatures must remain below 60°C to limit the rate of reactions between the electrolyte and electrodes.
Finally, the pack and surrounding structures must be designed to prevent catastrophic failure of the pack in the event of a vehicle crash. These battery management systems lead to a pack cost of about 1.2–1.4 times the cell-level cost.3
While the graphite anode enabled the modern Li-ion battery, six atoms of carbon are needed to intercalate one lithium ion, creating the compound C6Li in a fully charged battery. This requirement limits the theoretical capacity of graphite to 382 mAh/g.
Silicon is a promising replacement with a capacity of 4,200 mAh/g, but the significant (300X) mechanical strain it experiences during cell cycling results in capacity fade over time.4 Despite these capacity losses, as understanding of silicon lithiation and the effect of particle morphology have advanced, manufacturers have created silicon/graphite composite anodes with gradually increasing silicon levels.
The most energy-dense anode is lithium metal with a capacity of 3,860 mAh/g. While lithium dendrite growth prevents use in liquid electrolyte-based cells, physically stabilizing the lithium metal with a Li-conducting solid electrolyte can prevent dendrite growth and cell failure. Several Li-ion-conducting solid electrolytes are promising for this role.
Solid-state batteries
All solid-state batteries center around the approach of enabling a high-capacity metallic lithium anode, which greatly increases volumetric energy density at the cell level. Figure 2 schematically illustrates both the Li-ion and solid-state battery. Gains over Li-ion in gravimetric energy density, or amount of energy stored per mass, are lower given that solid electrolytes with densities of 1.8–5.0 g/cm3 are replacing organic liquid electrolytes with densities close to 1.0 g/cm3. However, many consumer and automotive applications are increasingly driven by volumetric considerations.
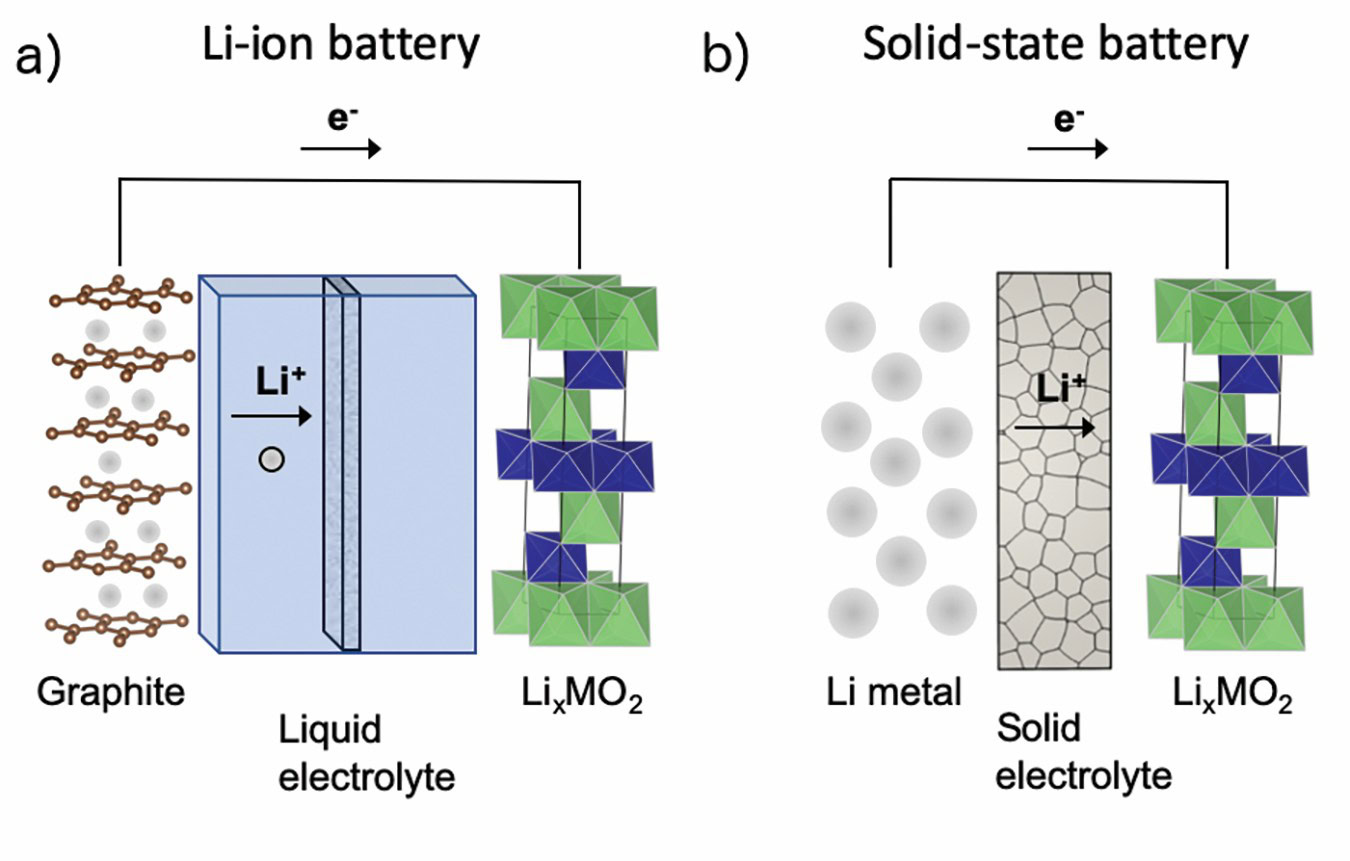
Figure 2. (a) Schematic of Li-ion battery with liquid electrolyte, separator, and graphite anode. (b) Schematic of solid-state battery with solid electrolyte stabilizing a Li-metal anode. Credit: Nathan Taylor
Solid-state batteries also offer significant simplification over Li-ion batteries at the pack level, where individual cells are connected. Solid-state batteries do not require significant thermal management systems, as battery performance improves as temperature increases.
Ionic conductivity of solid electrolytes increases with increasing temperature, along with maximum charge and discharge rates. As a result, maximum operating temperature of a solid-state cell is only limited by that of lithium, which melts at 180°C. Additionally, elimination of the flammable liquid electrolyte of Li-ion alleviates design considerations of catastrophic cell or pack-level failure. In total, solid-state batteries offer significant mass and volume savings at the pack level, translating to increased pack capacity.
Because the graphite anode used in modern Li-ion batteries has a low potential compared to lithium (0.20 V), lithium metal-based solid-state batteries can be drop-in replacements for Li-ion batteries, offering higher volumetric energy capacity with similar voltage and performance.
Solid electrolytes
Solid electrolytes have been investigated for batteries since the discovery of fast sodium-ion conduction in ß-Al2O3 by Ford Motor Company in the 1960s. In the mid-1990s, attention turned to lithium solid electrolytes when the first thin-film batteries using radio frequency magnetron sputtered lithium phosphorous oxynitride (LiPON) were introduced. Thin-film batteries consist of a LiPON solid electrolyte layer under 10 µm with a thin layer of cathode and lithium metal anode.5
The capacity of thin-film batteries is limited by ionic transport in the cathode. If cathode thickness is increased beyond 10 µm, Li-ion diffusion rate within the cathode limits the ability to access the full cathode capacity. Ideally, the solid-state cathode emulates a Li-ion cathode that is a three-dimensional blend of electrolyte and cathode particles to increase areal loading.
Nevertheless, thin-film batteries show excellent capacity retention over tens of thousands of cycles. However, this technology cannot fundamentally provide the storage of bulk-type Li-ion batteries needed for consumer electronics or EV applications. More recently, multiple Li-ion solid electrolytes have emerged with conductivities that are competitive with liquid electrolytes, opening the door to bulk solid-state batteries with cell capacities on par with Li-ion.
Requirements of solid electrolytes
Successful solid-state battery commercialization will require solid electrolytes with a unique combination of properties. First, solid electrolytes must have lithium ionic conductivities over 0.1 mS/cm to be viable liquid electrolyte replacements.
Second, the electrolyte must also be stable against lithium metal, one of the most electropositive elements. The electrolyte must either be chemically stable to lithium reduction or form a passivating reaction layer.
Third, the electrolyte must form low-resistance interfaces (<1 Ω∙cm2) to ensure low internal cell resistance. Forming low-resistance interfaces presents significant challenge at the alkali metal interface, where atmosphere reacted surface layers, reduced oxides, and nonuniform wetting can contribute to significant interface resistance.
Fourth, the electrolyte must have a strength and fracture toughness high enough to prevent lithium filament propagation through the electrolyte.
Fifth, the electrolyte must be stable at the anode and cathode potentials. Current state-of-the-art Li-ion cathodes operate at or below 4.5 V, so the cathode must resist electron or hole injection over the entire 0–4.5 V versus the Li/Li+ operating range.
Types of solid electrolytes
Polymer solid electrolytes have low ionic conductivities and typically operate at increased temperature (60°C–80°C) to take advantage of increased ionic transport at these temperatures. While polymers are easily processed, their mechanical properties are generally insufficient to stabilize the lithium metal anode.6 Thus, most attention has focused on inorganic solid electrolytes (Figure 3).
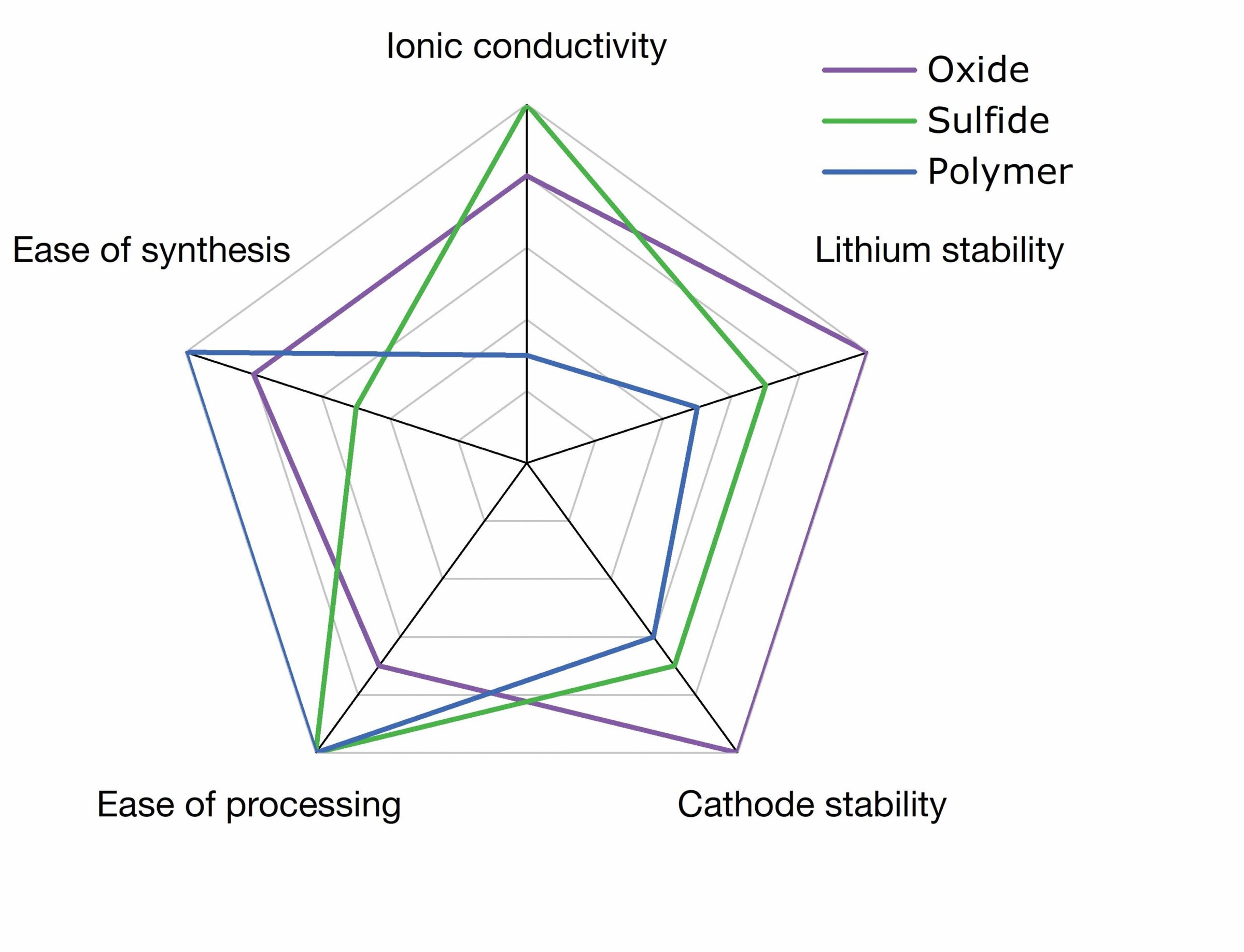
Figure 3. Radar chart for electrochemical and physical properties of oxide, sulfide, and polymer solid electrolytes. Credit: Nathan Taylor
Sulfide solid electrolytes have some of the highest conductivities of solid electrolytes. While there are multiple chemistries, the Li2S-P2S5 system is most popular.7 Electrolytes in the Li2S-P2S5 system can be glassy, crystalline, or partially crystalline. Undoped, Li2S-P2S5 electrolytes have poor electrochemical stability with lithium, but doped variants have increased stability. One advantage of sulfide electrolytes is the ductile nature of particles, which compress to form compacts with good electrochemical bridging between particles at room temperature or below 400°C.
Accordingly, sulfide electrolytes are the most easily processed inorganic solid electrolytes. However, with some sulfide electrolyte compositions, reactivity with water vapor in air can be a challenge, releasing H2S and degrading the electrolyte. As such, they are usually processed under argon or extremely low humidity dry room atmospheres.
A second class of inorganic solid electrolytes is oxide-based. A few types exist, but garnet Li7La3Zr2O12 has emerged as the most popular. Oxide solid electrolytes have fair ionic conductivities at room temperature and the broadest electrochemical window and highest chemical stability toward lithium.
Additionally, the elastic moduli and fracture toughness of oxide materials are the highest of all solid electrolytes, favorable to physical stabilization of the lithium metal anode and long-term cell lifetimes. Although they have the most favorable combination of electrochemical properties, sintering temperatures of 1,000°C–1,300°C are required to produce dense electrolytes with high ionic conductivity.
Li7La3Zr2O12 (LLZO)
First discovered by Weppner et al. in 2007, LLZO has a garnet crystal structure and is a lithium-conducting oxide electrolyte.8 The low-conductivity tetragonal room temperature structure can be aliovalently doped to stabilize the high-conductivity cubic phase. Typical dopants are Al3+ or Ga3+ on the 24d Li site or Ta5+ or Nb5+ on the 16a site, with aluminum, tantalum, and gallium remaining the most popular due to chemical stability toward metallic lithium. LLZO has a high ionic conductivity up to 1 mS/cm at 25°C and low electronic conductivity of about 10–8–10–10 S/cm.9 The electrochemical window of LLZO extends beyond 5 V, enabling next-generation high-voltage cathode materials.
Recent research within our group shows that LLZO exhibits many of the criteria to produce a practical solid electrolyte to enable use of lithium metal electrodes. LLZO powders can be produced through a solid-state reaction method and scaled to kilogram batch sizes.
One approach is to use rapid induction hot pressing, a technique developed at the University of Michigan in which uniaxial force is applied to a die contained within an induction heating coil. The high heating rates enabled by induction heating rapidly eliminate porosity, limiting lithium volatilization to maintain stoichiometry. With this process, relative densities up to 99% have been achieved in under 10 minutes.9
Critical current density
Faster charge or discharge rates put additional demand on the battery. At low charge rates or current densities (mA/cm2), lithium passes stably from the lithium metal electrode into the solid electrolyte. At high current densities, lithium metal filaments or dendrites form along grain boundaries or directly within electrolyte grains.
In solid electrolytes, resistance to dendrite or lithium filament formation appears to be closely correlated with current density, or total cell current divided by the electrolyte cross-sectional area. Consequently, there should be a critical current density (CCD) at which the cell fails due to lithium metal penetration. At current densities below this critical value, stable charging is possible.
A typical test of CCD is stepped constant current plating of lithium using a symmetric cell, with lithium electrodes on either side of a solid electrolyte. Upon application of a current, lithium at one electrode is oxidized and enters the solid electrolyte. At the other electrode, lithium ions are reduced to form lithium metal and plate the electrolyte surface. Upon reversal of the applied current, lithium can be stripped back and plated in its original position.
In a CCD test, current is increased in increments until steady-state ohmic resistance of the cell drops, indicating that lithium has shorted or partially shorted the cell. Figure 4 illustrates the DC profile for a typical CCD test. A sudden drop in cell voltage indicates a drop in cell resistance due to lithium metal short circuit. Figure 4c shows a lithium dendrite on the electrolyte surface after anode removal.
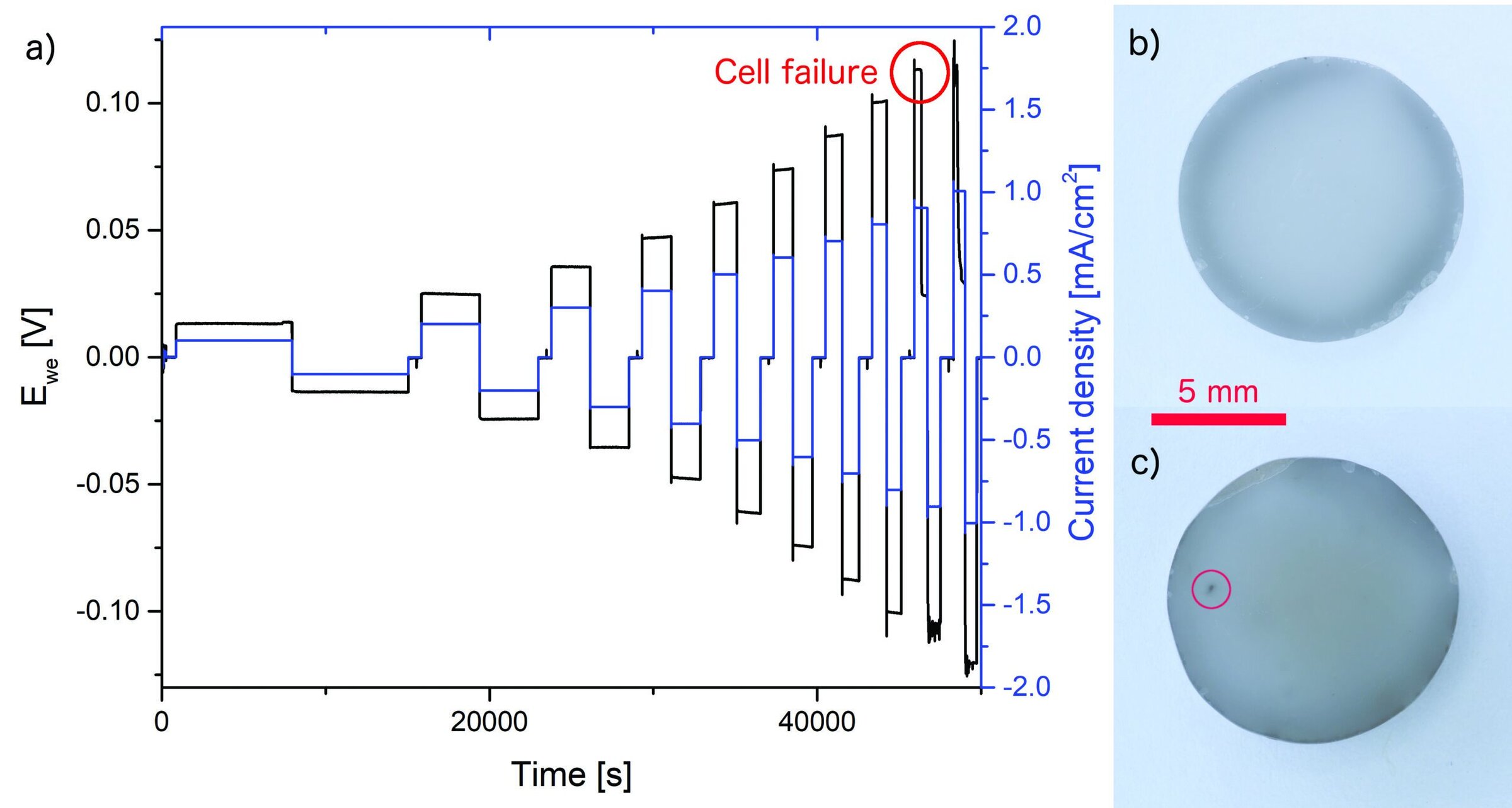
Figure 4. (a) Typical CCD test of lithium symmetric cell with increasing stepped current values until cell failure, establishing CCD. (b) LLZO cycled below the CCD with no visible damage. (c) LLZO after failure during CCD test, with black spot indicating failure due to lithium penetration.* Credit: Elsevier. *Adapted from N.J. Taylor, S. Stangeland-Molo, C.G. Haslam, et al. “Demonstration of high current densities and extended cycling in the garnet Li7La3Zr2O12 solid electrolyte”, J. Power Sources, 396 (2018). Copyright 2018 Elsevier, used with permission.
Early Li/LLZO cells had CCD values less than 0.1 mA/cm2, reflecting a 30-hour charge cycle for an equivalent Li-ion replacement battery. A CCD of this magnitude would limit charging speeds to values unacceptable for today’s applications.
These early demonstrations also suffered from poor contact between the lithium electrode and LLZO electrolyte, manifesting as high interfacial resistance. While metals do not typically wet oxides well, some groups established that thin metal or metal oxide coatings could dramatically improve the wetting of lithium metal on LLZO. However, these coatings may not be amenable to large-scale manufacturing.
Elemental analysis of the native LLZO surface reveals a thin layer of Li2CO3 on LLZO, resulting from reaction with water vapor and CO2 in air. This Li2CO3 layer occludes the LLZO surface, preventing facile lithium migration into the LLZO. Simple heat treatment in an inert environment can decompose the surface layer, revealing pristine LLZO that is easily wet by metallic lithium. As a result, the typical lithium interfacial resistance falls to below 5 Ω∙cm2, and homogenous coverage of LLZO by lithium dramatically increases CCD values.10
Fundamental research, such as the role of LLZO surface chemistry at the lithium metal interface, has significantly improved properties like CCD, which is an important performance metric for solid-state cell commercialization. Another area of investigation is the role of defects in mechanical properties in limiting CCD.
One study showed that lithium can preferentially plate at grain boundaries in polycrystalline LLZO. Coarsening the microstructure decreases the areal number average grain boundaries and increases CCD in kind.11 Figure 5 illustrates recent fundamental LLZO research that has aided understanding of cell interfaces and failure mechanisms.
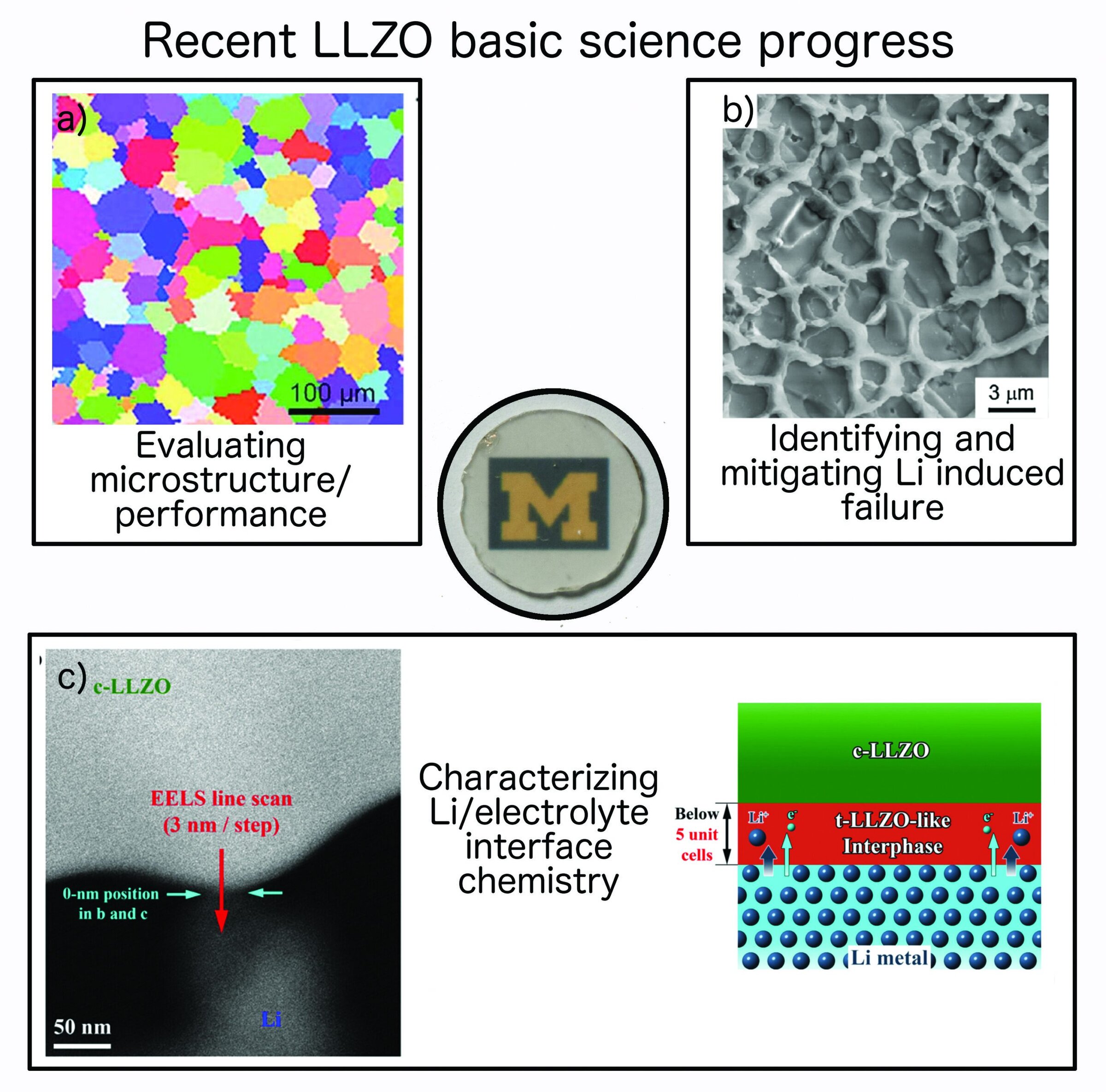
Figure 5. Recent progress on LLZO basic science. Center shows transparent 1-mm-thick sintered LLZO disc. (a) Electron backscatter map of LLZO used to characterize microstructure coarsening and the effect on electrochemical properties.* (b) SEM micrograph of lithium dendrite growth along grain boundaries in polycrystalline LLZO.* (c) STEM image of cubic LLZO in contact with lithium metal. EELS line scan revealed formation of a thin stabilizing tetragonal LLZO interphase.* Credit: *a (Adapted from A. Sharafi, C.G. Haslam, R.D. Kerns et al., “Controlling and correlating the effect of grain size with the mechanical and electrochemical properties of Li7La3Zr2O12 solid-state electrolyte” J. Mater. Chem. A, 5 (2017), with permission from The Royal Society of Chemistry.) *b (Adapted from E.J. Cheng, A. Sharafi, J. Sakamoto, “Intergranular litium metal propagation through polycrystalline Li6.25Al0.25La3Zr2O12 ceramic electrolyte” Electrochemica Acta, 223 (2017). Copyright 2017 Elsevier, used with permission.) *c (Adapted with permission from C. Ma, Y. Cheng, K. Yin, et al., “Interfacial stability of litium metal-solid electrolyte elucidated via in situ electron microscopy” Nano Lett. 16 (2016). Copyright 2016 American Chemical Society, used with permission.)
In a more practical demonstration, LLZO with an optimized lithium interface and grain size was recently cycled for over 100 cycles at a current density (1.0 mA/cm2) and capacity equivalent to a 3-hour charge of a Li-ion cell.12
After this extended cycling, no degradation at the lithium interface or short circuiting was observed, offering promise for LLZO-based solid-state cells with equivalent or better lifetime than Li-ion cells.
Remaining challenges
Lithium dendrites
Despite the aforementioned progress on increasing CCD though understanding of lithium metal interface chemistry and mechanics, lithium dendrites remain a challenging roadblock to solid-state battery commercialization.
Early fundamental models predicted that a separator material with over 2X the shear modulus of lithium (4.5 GPa) would be resistant to dendrite growth. In practice, however, most solid electrolytes show lithium dendrite growth despite shear moduli many times that of lithium. The mode of lithium filament propagation is still unclear and may take different forms. Lithium has been observed preferentially plating at grain boundaries within polycrystalline electrolytes, but filaments have also been observed within grains and within single crystal specimens.
Careful management of the lithium interface and plating parameters have demonstrated current densities representative of real-world charging conditions. In spite of this progress, dendrite growth is still the major factor in solid-state cell cycling lifetime. As a more fundamental understanding of lithium filament growth in solid electrolytes develops, solid-state batteries are expected to continue to increase in power performance and lifetime. As CCD increases with temperature, early commercial cells may fully operate or charge at increased temperature (50°C–80°C) to prevent dendrite formation, with the added benefit of lower cell internal resistance.
Composite cathode
While the properties and understanding of solid electrolytes have greatly improved, significant challenges remain in constructing a cathode. In a conventional Li-ion cathode, active particles are cast with a conductive carbon onto a current collector bound by a polymeric binder, commonly PVDF. Once the cell is filled with liquid electrolyte, active particles can be supplied with lithium ions and electrons through the electrolyte and carbon phase, respectively. Replicating this structure with solid-state materials remains more challenging.
Composite cathodes must be developed with active materials connected with a continuous ionic and electronic 3D percolating network. Early work cosintering active materials and common electrolytes shows that deleterious solid-state chemical reactions occur at the interface between the two phases, hindering Li-ion transport. As sulfide or polymer electrolytes can be densified without extensive thermal processing, they may be more ideal than oxide electrolytes to limit solid-state reactions within the composite cathode.
Most Li-ion active cathode materials have significant volume change upon cycling. In response to lithium intercalation or deintercalation, the unit cell of the cathode swells or contracts. For today’s state-of-the-art Li-Ni-Mn-Co layered oxide cathode, volume decreases about 3.4% for full discharge.
In a composite cathode with a rigid sintered electrolyte phase, active materials may be physically constrained such that they cannot easily change volume. This situation may be alleviated by adding a compliant phase to take up this volume change. Similarly, solid–solid electrochemical interfaces within the cathode could lose contact due to repeated cycling stresses, resulting in capacity loss.
Manufacturing
As the technical challenges facing solid-state battery technology are resolved, the largest remaining roadblock to widespread adoption is a low-cost manufacturing strategy.
Li-ion batteries are produced in large quantities with well-established manufacturing technologies. The cost of a typical polymeric separator in a Li-ion battery is about $1/m2, so it may be difficult for a ceramic solid electrolyte to compete as a drop-in replacement.14 However, solid-state batteries can be cost-competitive with Li-ion batteries if a holistic approach to cell manufacturing can be realized. Significant opportunity remains for the ceramic industry to lend manufacturing and quality control expertise to develop solid-state battery technology.
With Li-ion pack prices projected to fall below $100/kWh, competitive solid-state battery manufacturing must use scalable processes.15 Roll-to-roll processing is ideal, given its low cost and the large existing capital investment. Additionally, roll-to-roll processing offers high-volume controlled application of discrete layers 5–150 µm in thickness.
Due to the high sensitivity of lithium battery materials to residual water, dry rooms with controlled dewpoints of –40°C or less are an important component of manufacturing and represent a significant cost. In Li-ion manufacturing, battery electrodes typically are cast, dried, and calendared in atmosphere before moving to a controlled environment for assembly and electrolyte filling. Many solid-state battery materials have similar or higher moisture sensitivity than Li-ion materials, which may extend the need for controlled atmosphere to the entire manufacturing process.
Unlike Li-ion batteries, solid-state batteries based on oxide solid electrolytes require a sintering step to produce ionically conducting electrolyte layers. Careful attention must be taken during sintering to achieve dense materials while retaining good electrochemical performance. Li2O volatilization is significant at densification temperatures (1,000°C–1,300°C), requiring lithium reservoirs or over-lithiated starting materials. Another approach to prevent Li2O loss is rapid thermal processing or hot-pressing of materials to avoid lithium loss.
One additional concern during manufacturing is electrolyte thickness. While the electrolyte is an important component of the cell architecture, it does not contribute to storage capacity of the battery. As such, there is significant pressure to reduce the separator thickness.
Energy-dense cell designs require a separator less than 50 µm in thickness, with less than 20 µm being ideal. An added benefit of reduced separator thickness is reduced raw material cost. Forming defect-free dense ceramic films at this thickness is challenging but within the scope of current tape-casting and densification technology.
Conclusions
Transportation is expected to demand the majority of Li-ion manufacturing capacity in the next few years. While the costs of Li-ion batteries have fallen dramatically, there is still need for higher energy density storage with increased safety. Recent progress has shown some solid electrolytes have a combination of properties to reliably integrate the lithium metal anode into batteries. With a lithium metal anode, solid-state batteries offer much higher energy densities than Li-ion batteries and reduced pack-level cooling and monitoring.
As solid-state battery technology builds momentum toward commercialization, many challenges remain. Chiefly, as solid-state technology scales-up, manufacturing techniques must be developed that leverage scalable processes, such as slurry casting and roll-to-roll processing. Material challenges also remain, including preventing lithium filament shorting of cells and mitigating issues arising from the cathode volume change during cycling.
Acknowledgements
The authors acknowledge support through DOE ARPA-E (DE-AR-0000653). A. Sharafi, R. Garcia, M. Wang, and T. Thompson made significant technical contributions to the background material presented here.
For more information
Greg Less manages pilot scale Li-ion production for commercial customers at the University of Michigan Battery Lab. Contact Less at gless@umich.edu.
Capsule summary
Powering down
The rise of electric vehicles is expected to demand the majority of lithium-ion battery capacity in the coming years. While the cost of lithium-ion batteries is low, they are reaching their practical limits. This limit pushes innovators to offer new kinds of batteries with higher energy density storage with increased safety.
Charging up
Recent progress demonstrates that solid electrolytes have the properties to supplant current liquid electrolytes in lithium-ion batteries, offering improved safety. Solid electrolytes also enable all-solid-state batteries, a class of batteries that could reach energy storage capacities well beyond that of lithium-ion.
Energizing the future
As solid-state battery technology builds momentum toward commercialization, several challenges remain. Manufacturing techniques that leverage scalable processes are needed, as well as solutions to materials challenges such as preventing lithium filament growth and mitigating cathode volume change during cycling.

Related Articles

Market Insights
Engineered ceramics support the past, present, and future of aerospace ambitions
Engineered ceramics play key roles in aerospace applications, from structural components to protective coatings that can withstand the high-temperature, reactive environments. Perhaps the earliest success of ceramics in aerospace applications was the use of yttria-stabilized zirconia (YSZ) as thermal barrier coatings (TBCs) on nickel-based superalloys for turbine engine applications. These…

Market Insights
Aerospace ceramics: Global markets to 2029
The global market for aerospace ceramics was valued at $5.3 billion in 2023 and is expected to grow at a compound annual growth rate (CAGR) of 8.0% to reach $8.2 billion by the end of 2029. According to the International Energy Agency, the aviation industry was responsible for 2.5% of…

Market Insights
Innovations in access and technology secure clean water around the world
Food, water, and shelter—the basic necessities of life—are scarce for millions of people around the world. Yet even when these resources are technically obtainable, they may not be available in a format that supports healthy living. Approximately 115 million people worldwide depend on untreated surface water for their daily needs,…